
En la industria de fabricación de alimentos balanceados, el coeficiente de variación en el proceso de mezclado se ha convertido en una referencia casi automática para evaluar la calidad de una mezcla. Se cita en auditorías, se utiliza para validar equipos y, en muchos casos, se emplea como argumento definitivo para aceptar o rechazar una instalación. Sin embargo, la realidad en planta demuestra que este indicador, por sí solo, dice menos de lo que parece.
El problema no es el coeficiente de variación en sí, sino la forma en que se interpreta. Reducir la calidad del mezclado a un solo valor numérico, sin analizar cómo se obtuvo ni qué variables intervinieron, suele conducir a conclusiones erróneas y, en muchos casos, a decisiones técnicas poco acertadas.
El CV es una herramienta útil, pero únicamente cuando se entiende su alcance y, sobre todo, sus limitaciones.
Qué mide el coeficiente de variación
Desde un punto de vista estadístico, el coeficiente de variación expresa la dispersión de un componente dentro de una mezcla en relación con su valor promedio. En términos prácticos, permite saber hasta qué punto los diferentes puntos de la mezcla contienen proporciones similares de un ingrediente determinado.
En la práctica industrial se han establecido rangos que sirven como referencia. Valores por debajo del 5 % suelen asociarse con mezclas de alta homogeneidad; entre 5 % y 10 % se consideran aceptables; por encima de ese umbral comienzan a aparecer desviaciones que requieren una revisión del proceso. Estos rangos, ampliamente utilizados en el sector, son útiles como orientación, pero no deben analizarse de manera aislada.
Un CV bajo no garantiza, por sí mismo, que la mezcla sea correcta en todas las etapas posteriores del proceso. De la misma forma, un CV ligeramente más alto no siempre implica una falla en la mezcladora. La clave está en entender qué factores han condicionado ese resultado.
El CV como resultado de un sistema, no de una máquina
Uno de los errores más comunes en planta es atribuir directamente el valor del coeficiente de variación del mezclado al equipo de mezcla. En realidad, el CV es el resultado final de un sistema completo en el que intervienen múltiples variables.
El diseño de la mezcladora es, sin duda, un factor determinante. El tipo de equipo, la geometría del rotor, la relación entre la longitud y el diámetro de la cuba o la capacidad útil real influyen directamente en la dinámica del producto durante el mezclado. Dos mezcladoras con el mismo volumen nominal pueden comportarse de forma muy distinta si su diseño interno no es comparable.
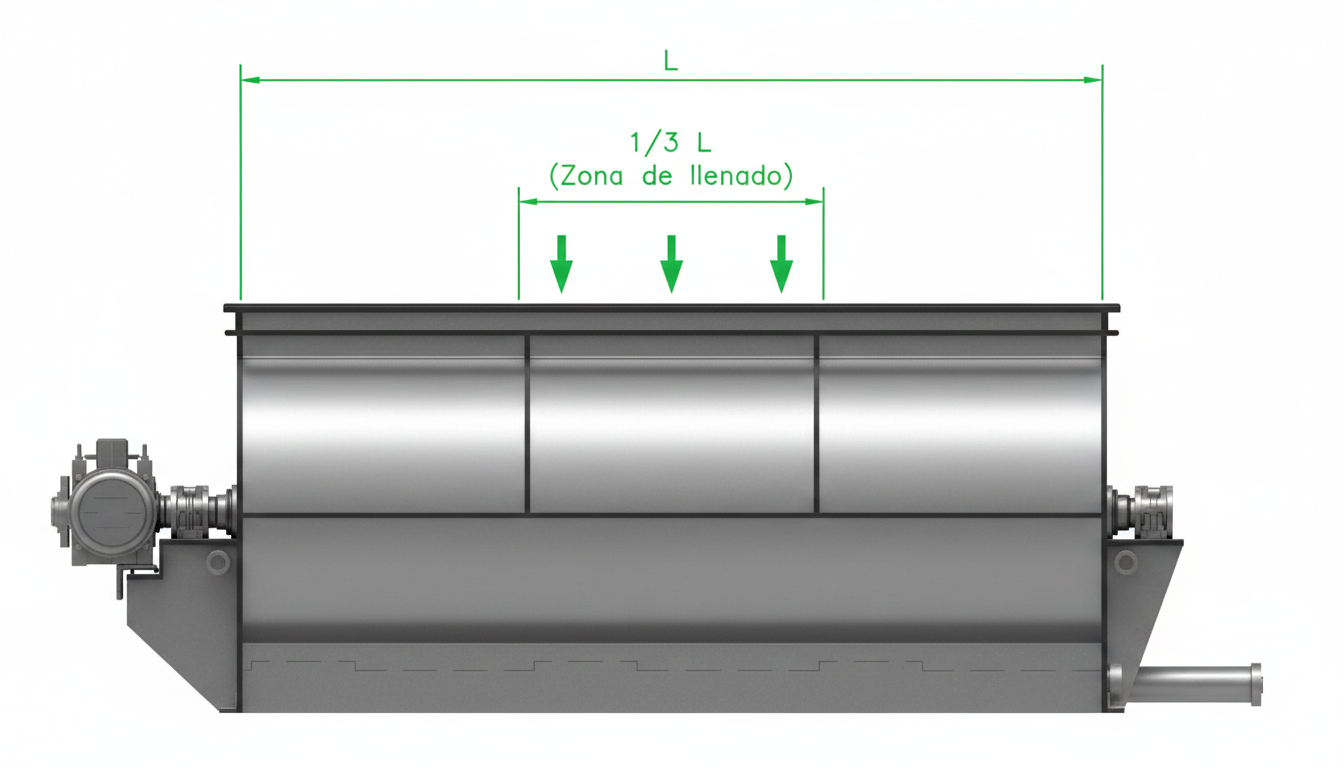
A esto se suma la forma de carga. La distribución inicial de los ingredientes condiciona todo el proceso posterior. Cuando el producto ingresa de forma descentrada o excesivamente concentrada en un solo punto, se generan zonas de acumulación que el rotor no siempre logra compensar, aun cuando se incremente el tiempo de mezclado.
El tiempo de mezclado es, precisamente, otro de los grandes malentendidos. Existe la creencia de que aumentar el tiempo de mezcla mejora automáticamente la homogeneidad. En la práctica, una vez alcanzado el punto óptimo, prolongar el ciclo suele traducirse en un mayor consumo energético y, en algunos casos, en el inicio de procesos de segregación, especialmente cuando existen diferencias importantes de densidad o tamaño de partícula.
El papel crítico de las características del producto
No todas las formulaciones se comportan de la misma manera dentro de la mezcladora, y esta es una realidad que con frecuencia se pasa por alto. La densidad de los ingredientes, su granulometría, el contenido de humedad o la presencia de líquidos influyen directamente en el resultado final.
Las mezclas formadas por componentes con densidades similares tienden a homogenizarse con mayor facilidad. Por el contrario, cuando se combinan ingredientes con características físicas muy diferentes, el riesgo de segregación aumenta, tanto durante el mezclado como en la descarga.
La granulometría desempeña un papel similar. Diferencias marcadas en el tamaño de partícula dificultan la estabilidad de la mezcla, incluso cuando el CV inicial es correcto. A esto se suman factores como la humedad o la viscosidad, especialmente relevantes en formulaciones con adición de líquidos.
Incluso la electricidad estática, bajo ciertas condiciones, puede provocar adherencias internas que afectan el comportamiento del producto y distorsionan los resultados del muestreo.
| Parámetro del producto | Condición favorable | Condición desfavorable | Impacto en el CV |
|---|---|---|---|
| Densidad de los ingredientes | Densidades similares entre componentes | Grandes diferencias de densidad | Menor dispersión y CV más bajo |
| Granulometría | Tamaño de partícula homogéneo | Diferencias acusadas de tamaño | Mayor riesgo de segregación |
| Relación densidad–tamaño | Coherente (partículas grandes más ligeras o pequeñas más densas) | Incoherente | Inestabilidad del CV |
| Distribución de finos | Controlada | Exceso de finos o polvo | Variabilidad elevada del CV |
| Comportamiento durante descarga | Flujo uniforme | Separación por capas | CV inicial correcto pero no estable |
| Repetibilidad entre lotes | Alta | Baja | Dificultad para validar el proceso |
El orden de incorporación de los ingredientes
Además de las características físicas de cada componente, el orden en que los ingredientes se incorporan a la mezcladora tiene una influencia directa en la homogeneidad final de la mezcla. Un mismo conjunto de materias primas puede generar coeficientes de variación muy distintos si el proceso de carga no está correctamente definido.
En la práctica industrial, los macroingredientes constituyen la base de la mezcla y deben incorporarse en primer lugar. Estos componentes, generalmente harinas de cereales, representan la mayor parte del volumen y generan una matriz sobre la cual se distribuyen el resto de los ingredientes.
Una vez cargados los macroingredientes, se incorporan los minerales y correctores, que suelen presentar densidades mayores. Su adición sobre una base ya formada facilita su dispersión y reduce el riesgo de acumulaciones localizadas.
Los aditivos, microingredientes y productos medicados deben incorporarse en una etapa posterior, cuando la mezcla ya presenta cierto grado de homogeneidad.
Finalmente, la adición de líquidos —aceites, grasas, aminoácidos o agua— debe realizarse de forma controlada y, preferiblemente, mediante sistemas de pulverización. Una distribución irregular de los líquidos no solo afecta al coeficiente de variación, sino que puede alterar el comportamiento reológico del producto y favorecer la segregación posterior.
Definir y respetar un orden de incorporación coherente permite reducir los tiempos de mezcla necesarios, mejorar la repetibilidad del proceso y obtener valores de CV más estables entre lotes.
Medir bien es tan importante como mezclar bien
Al analizar el coeficiente de variación en el mezclado, es fundamental distinguir entre un problema real del proceso y un error en la forma de medir la homogeneidad. Una parte importante de los coeficientes de variación considerados “deficientes” no tiene su origen en el proceso de mezcla, sino en una medición incorrecta.
En la práctica industrial, los microtrazadores y ciertos oligoelementos ofrecen resultados confiables, ya que se distribuyen de forma representativa en la mezcla. Por el contrario, parámetros como la proteína, el calcio o las vitaminas no son adecuados para este tipo de análisis.
El muestreo es otro punto crítico. Tomar pocas muestras, concentrarlas en un solo momento o extraerlas siempre del mismo punto invalida cualquier análisis posterior.
Sin un muestreo riguroso, el CV pierde su valor como indicador técnico.
| Aspecto | Muestreo incorrecto | Muestreo correcto |
|---|---|---|
| Número de muestras | Muy pocas muestras (habitualmente 2–3) | Mínimo 8, habitualmente 10 muestras |
| Momento de muestreo | Tomadas en un único instante | Tomadas a intervalos regulares de tiempo |
| Punto de toma | Siempre en el mismo punto | A lo largo de la descarga o del transporte de extracción |
| Representatividad del lote | Parcial y sesgada | Representativa del conjunto del lote |
| Sensibilidad a la segregación | Muy elevada | Controlada y minimizada |
| Valor de CV obtenido | Engañoso o poco repetible | Fiable y repetible |
| Interpretación del proceso | Conclusiones incorrectas sobre el rendimiento de la mezcladora | Diagnóstico correcto de la calidad de la mezcla |
Cuándo un CV muy bajo es realmente significativo
En condiciones controladas, es posible alcanzar coeficientes de variación por debajo del 5%. Sin embargo, este tipo de resultados solo son realmente significativos cuando se dan ciertas condiciones: una mezcladora correctamente dimensionada, un llenado cercano a su capacidad útil, ingredientes con características físicas compatibles y un proceso estable y repetible.
Pretender esos valores en fórmulas complejas, con alta proporción de microingredientes o con grandes diferencias de densidad, suele generar expectativas poco realistas. En estos casos, un CV ligeramente superior, pero estable y repetible, puede ser técnicamente más valioso que un resultado puntual excepcional.
Características operativas de las mezcladoras de hélices
Las mezcladoras horizontales de hélices se caracterizan por un diseño orientado a generar un flujo continuo y controlado del producto en el interior de la cuba. A diferencia de otros sistemas, el rotor de doble hélice impulsa el material tanto en sentido axial como radial, favoreciendo una redistribución constante de los componentes a lo largo de todo el volumen útil.
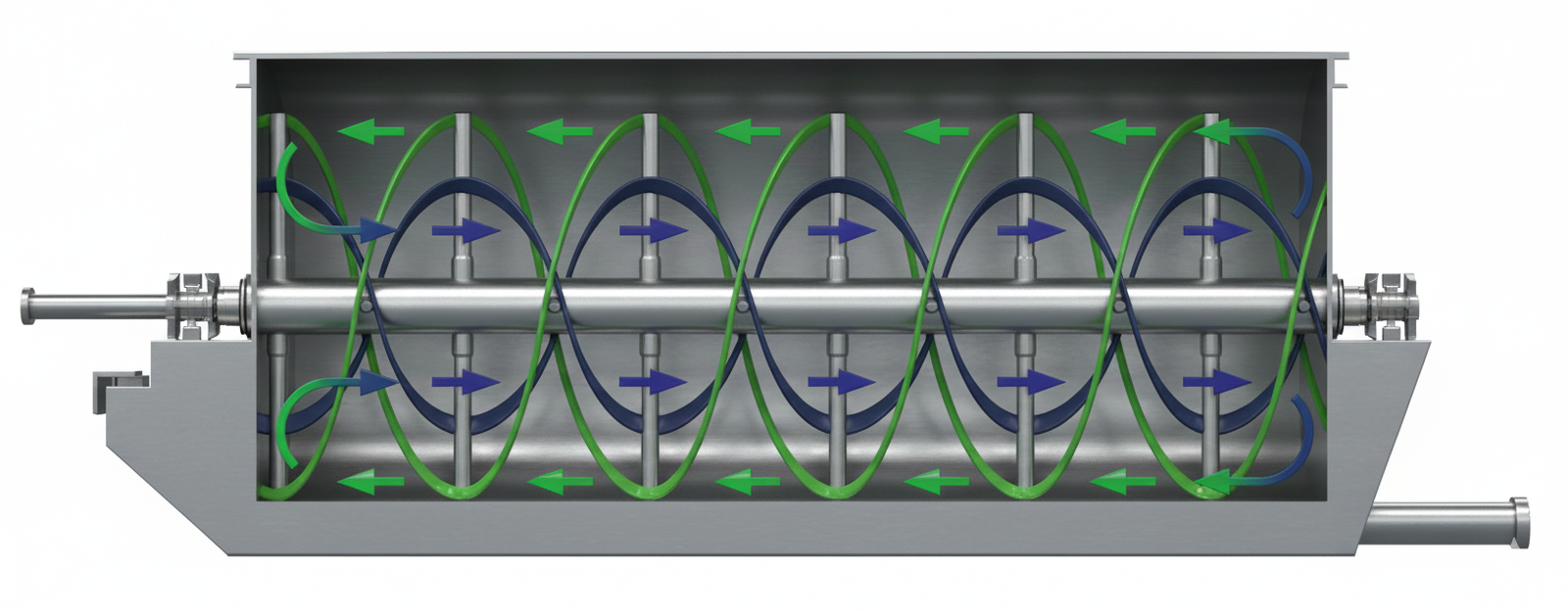
Este tipo de diseño permite trabajar con altos grados de llenado, normalmente entre el 80 % y el 100 % de la capacidad útil, sin penalizar la calidad de la mezcla. En estas condiciones, la energía aplicada se transmite de forma más homogénea al producto, lo que contribuye a obtener coeficientes de variación bajos y, sobre todo, estables.
Otra característica relevante es la capacidad de integrar la adición de líquidos de forma controlada. Cuando la inyección se realiza correctamente, las mezcladoras de hélices permiten incorporar pequeñas cantidades de líquidos sin generar aglomeraciones ni zonas sobrehumedecidas, manteniendo la regularidad del proceso.
Desde el punto de vista operativo, los tiempos de mezcla suelen situarse en rangos moderados, lo que permite un buen equilibrio entre productividad, consumo energético y homogeneidad final. Este comportamiento hace que las mezcladoras de hélices sean especialmente adecuadas para procesos que requieren repetibilidad y control continuo de la calidad.

La evolución del coeficiente de variación según el tipo de mezcladora
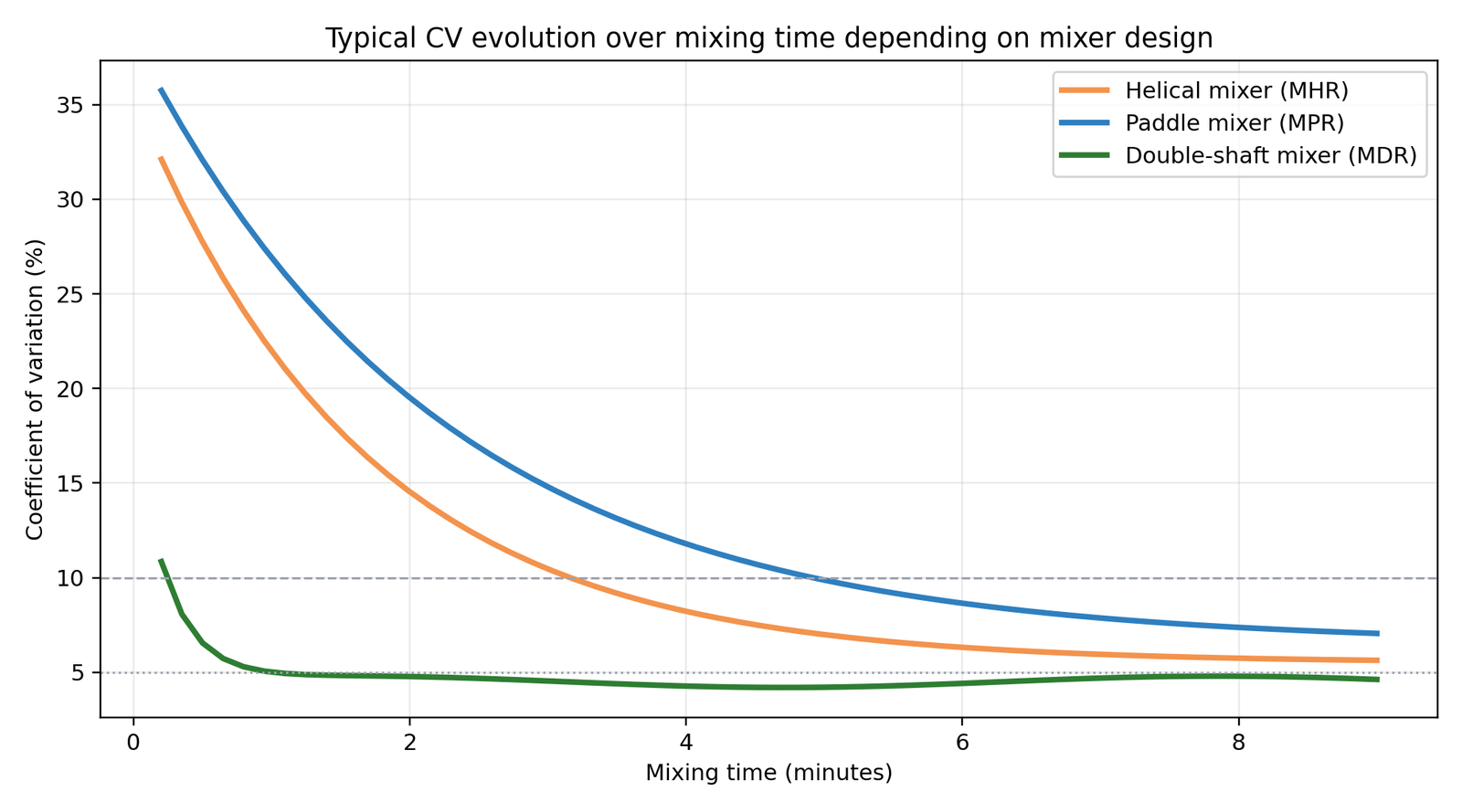
Analizar el coeficiente de variación en el proceso de mezclado únicamente como un valor final puede llevar a interpretaciones incompletas del proceso de mezclado. En la práctica industrial, resulta mucho más revelador observar cómo evoluciona el CV a lo largo del tiempo y cómo esta evolución depende del diseño de la mezcladora.
Las distintas tipologías de mezcladora presentan comportamientos claramente diferenciados. En el caso de las mezcladoras de doble eje, la intensidad inicial del mezclado provoca una reducción muy rápida del coeficiente de variación en los primeros instantes del ciclo. Este tipo de equipos alcanza valores bajos de CV en muy poco tiempo, lo que puede resultar ventajoso en determinadas aplicaciones. Sin embargo, una vez alcanzado ese punto, la curva tiende a estabilizarse rápidamente, con un margen de mejora limitado y una mayor sensibilidad a variaciones en el llenado o en la formulación.
En las mezcladoras de palas dobles o de doble eje, el coeficiente de variación experimenta una reducción muy acusada en los primeros instantes del ciclo de mezcla. La elevada intensidad del movimiento generado por los dos ejes contrarrotantes provoca una rápida redistribución de los ingredientes, permitiendo alcanzar valores bajos de CV en tiempos muy cortos. Este comportamiento resulta especialmente eficaz cuando se requiere una homogeneización rápida o cuando el proceso impone tiempos de mezcla muy limitados. No obstante, una vez alcanzado ese nivel inicial de homogeneidad, la mejora posterior del CV suele ser más reducida, y el resultado final puede mostrar una mayor sensibilidad a variaciones en el llenado, en la formulación o en el orden de incorporación de los ingredientes.
Las mezcladoras de hélices muestran un comportamiento distinto. La reducción del coeficiente de variación es más progresiva, pero también más regular. A medida que avanza el tiempo de mezcla, el CV desciende de forma continua hasta alcanzar valores estables y reproducibles. Este tipo de evolución refleja un equilibrio entre intensidad de mezcla y control del flujo interno del producto, lo que se traduce en una buena homogeneidad final y, sobre todo, en una mayor estabilidad del proceso entre lotes.
En las mezcladoras de palas, la disminución del coeficiente de variación suele ser más lenta. Aunque pueden alcanzarse valores aceptables, el tiempo necesario para lograrlo es mayor y el CV final tiende a situarse por encima del obtenido con otros diseños. Este comportamiento es especialmente visible en formulaciones con diferencias significativas de densidad o granulometría, donde el mecanismo de mezcla basado en empuje y volteo resulta menos eficiente.
La comparación entre las curvas pone de manifiesto un aspecto fundamental: no todas las mezcladoras reducen el CV del mismo modo ni con la misma estabilidad. Mientras que algunas tecnologías priorizan una reducción rápida inicial, otras ofrecen un descenso más controlado y sostenido en el tiempo. Desde el punto de vista del proceso, esta estabilidad resulta clave, ya que un CV ligeramente superior pero repetible suele ser preferible a un valor muy bajo obtenido de forma puntual.
Por este motivo, la elección de una mezcladora no debería basarse únicamente en el valor mínimo de coeficiente de variación alcanzable, sino en la forma de la curva completa, en su punto de estabilización y en su comportamiento frente a variaciones normales de operación. Entender esta evolución permite ajustar correctamente los tiempos de mezcla, optimizar el consumo energético y garantizar una homogeneidad constante en la producción.
Conclusión
El coeficiente de variación en el mezclado no debería entenderse como un fin en sí mismo, sino como una herramienta de diagnóstico dentro de un proceso más amplio. Una buena mezcla no termina cuando se alcanza un determinado valor estadístico. La descarga, el transporte posterior y la integración con el resto de la línea influyen en la calidad final del producto.
Analizado con criterio técnico, el coeficiente de variación permite detectar desviaciones, optimizar tiempos de proceso y ajustar el diseño de la instalación. Utilizado de forma simplificada, corre el riesgo de convertirse en un número vacío.


