
Detrás de cada tonelada de pienso peletizado hay un equilibrio frágil entre presión, temperatura, superficie y velocidad. Cuando ese equilibrio falla, la planta lo paga en finos, en desgaste prematuro y en consumo energético disparado. La peletización de piensos no es solo mecánica: es ingeniería de precisión. Esta guía técnica recorre todo el proceso — parámetros operativos, acondicionamiento térmico, protocolos de mantenimiento y enfriamiento — con el único objetivo de que su planta produzca más, mejor y con menor coste.
Fundamentos de la peletización
La peletización no debe entenderse simplemente como el moldeado de una mezcla; es un proceso mecánico y térmico complejo. Consiste en someter materias sólidas y pulverulentas a una elevada presión para lograr un estado de aglomeración permanente en las partículas. Este cambio de fase física no solo altera el aspecto externo, sino que afecta positivamente a los elementos estructurales de los ingredientes, permitiendo un aprovechamiento metabólico superior durante la ingestión.
Desde una perspectiva estratégica, este proceso ofrece ventajas duales:
- Para el Fabricante: Se logra un aumento crítico de la densidad, optimizando el transporte y el almacenaje. Además, otorga una mayor elasticidad para modificar fórmulas y permite la incorporación de medicamentos sin riesgos de dosificación errática.
- Para el Ganadero: Elimina la posibilidad de desmezcla, impidiendo que el animal realice una selección selectiva de ingredientes o medicamentos. Asimismo, el tratamiento térmico garantiza la eliminación de bacterias y mejora la conversión alimenticia mediante una mayor digestibilidad.

Parámetros operativos determinantes
Para alcanzar el equilibrio entre potencia, producción y calidad, el diseño de la operación debe regirse por cinco variables determinantes que afectan directamente el comportamiento de la materia prima dentro de la máquina:
I. Superficie de Trabajo
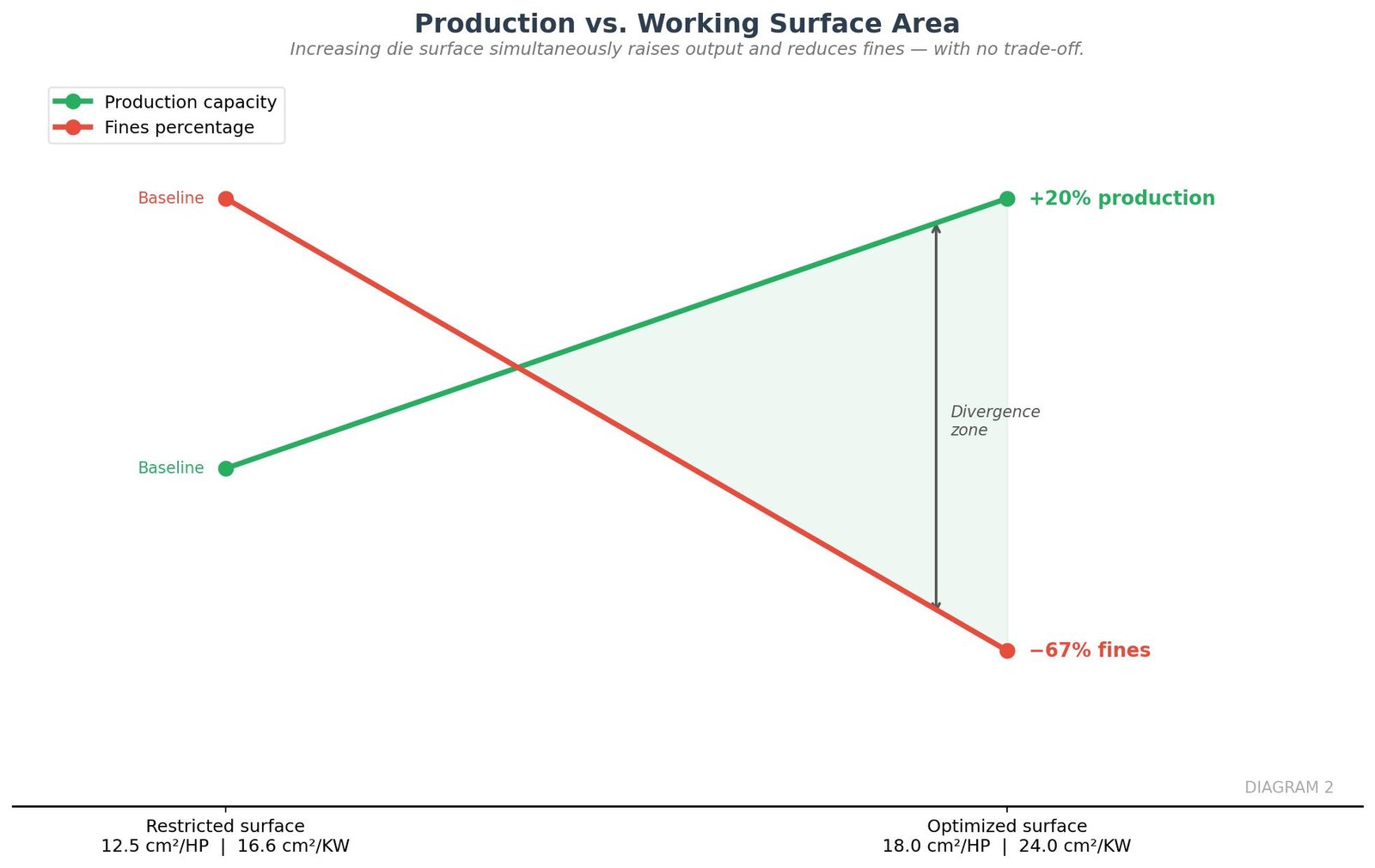
La superficie de trabajo de la matriz no es simplemente una dimensión física, sino el factor crítico que determina la eficiencia de todo el proceso de peletización. En la industria moderna, donde las formulaciones son cada vez más complejas debido a la inclusión de altos niveles de fibra y aditivos líquidos como grasas o melazas, una superficie reducida se convierte en un cuello de botella operativo. Cuando el operador trabaja con una superficie insuficiente para la dificultad del producto, se ve obligado a recurrir a elevadas compresiones para intentar mantener la integridad del gránulo. Esta sobrepresión desencadena un ciclo de ineficiencia donde el consumo de energía se dispara mientras que la producción real cae de forma exponencial.
Un efecto colateral de operar bajo estas condiciones de alta resistencia es la aparición de desgastes desiguales entre la matriz y los rodillos. La dificultad mecánica para extruir el material transforma el esfuerzo de la máquina en un elevado coste de mantenimiento prematuro.
Existe, además, una práctica común pero técnicamente desaconsejable: separar los rodillos y reducir el flujo de entrada de harina. Aunque con esto se busca aumentar el tiempo de estancia del producto dentro de los orificios para mejorar su compactación, la realidad física es que se genera un deslizamiento excesivo entre la matriz y los rodillos. Este sistema resulta ineficiente porque gran parte de la energía aplicada no se utiliza para granular, sino que se disipa en forma de calor residual, comprometiendo gravemente la vida útil de todo el conjunto mecánico.
Por el contrario, un diseño basado en una superficie de matriz optimizada permite que el material fluya correctamente, garantizando un tiempo de estancia natural y efectivo dentro de los orificios. Esta configuración técnica asegura un rendimiento superior y una calidad de gránulo constante con una presencia mínima de finos. Al no tener que forzar la mecánica de la prensa, se logra una mayor duración de los componentes de desgaste y una relación energía-producción mucho más rentable. Este enfoque permite optimizar tanto las máquinas existentes como el diseño de nuevas unidades capaces de trabajar con formulaciones cada vez más exigentes.
II. Diámetro y Anchura de la Matriz
Estas dimensiones definen la capacidad de reparto y son determinantes para la gelatinización de almidones y la eliminación de bacterias. Al aumentar el diámetro, se obtiene un mejor reparto del producto sobre la superficie de trabajo, lo que permite que el acondicionador gestione mayores tiempos de permanencia sin saturar la cámara de granulación. Una anchura (espesor) mal calculada puede generar desgastes desiguales, elevar innecesariamente el consumo de energía y comprometer la calidad según la sensibilidad térmica de cada fórmula.
III. Ángulo de Compresión (α)
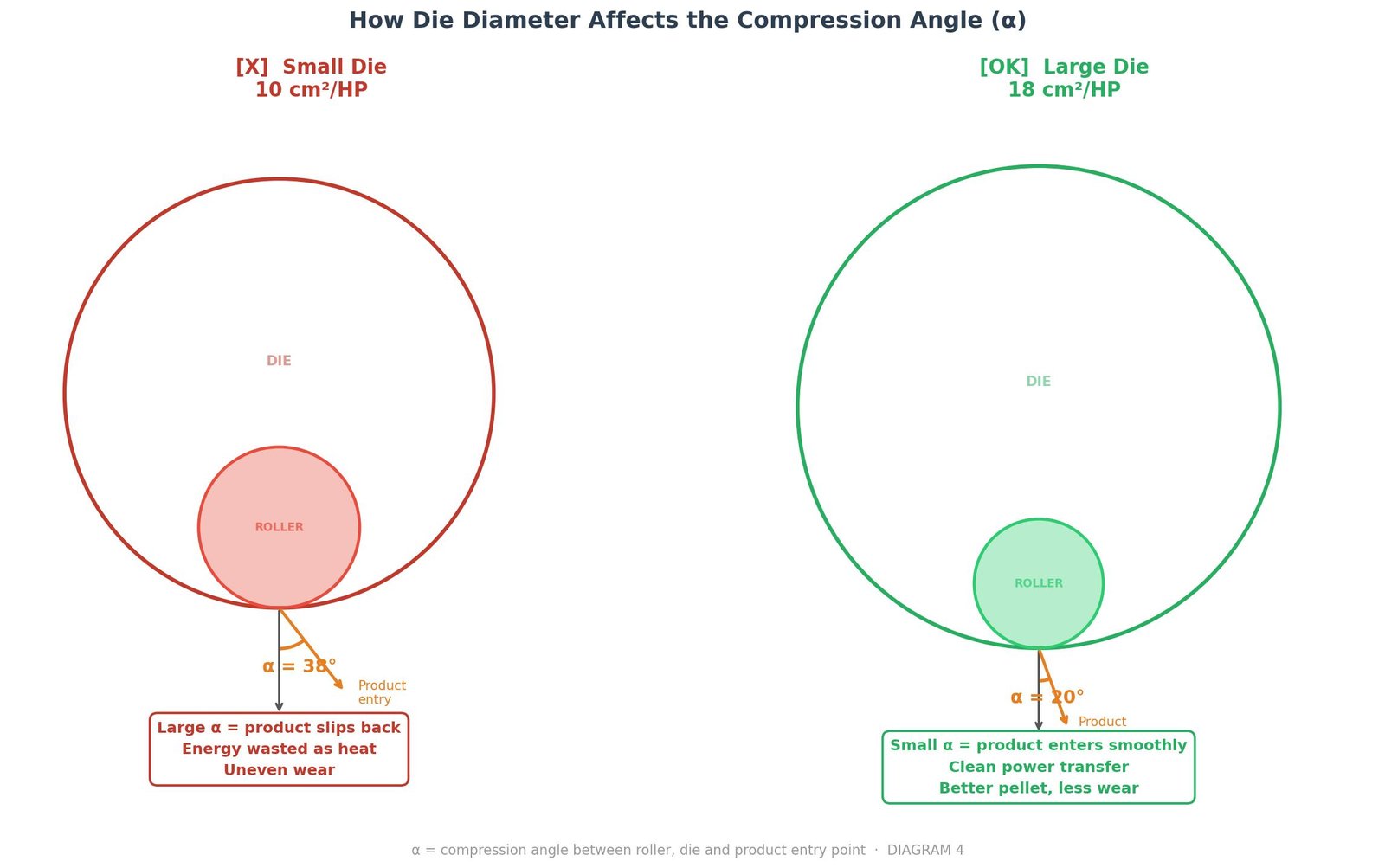
El ángulo de compresión representa la relación física entre el rodillo, la matriz y la entrada del producto a comprimir (α). Un diseño optimizado busca reducir este ángulo para asegurar que la fuerza mecánica se traduzca en extrusión y no en un desperdicio de energía por rozamiento ineficiente.
Cuando el diseño de la matriz no es el adecuado para la fórmula, el ángulo de ataque puede volverse demasiado pronunciado, generando un efecto de rechazo donde la harina tiende a deslizarse hacia atrás en lugar de ser forzada a través de los orificios de la matriz. Esta resistencia mecánica provoca que la potencia del motor se transforme en calor residual debido al deslizamiento entre la matriz y el rodillo, lo que eleva la temperatura de los componentes sin aumentar la producción real.
La estrategia técnica más eficaz para optimizar este factor es el aumento del diámetro de la matriz. Al incrementar el radio del conjunto, se logra una trayectoria de contacto más suave y un ángulo de ataque mucho más progresivo. Esta reducción del ángulo (α) garantiza una transferencia de potencia limpia y directa, permitiendo que el producto se reparta de forma uniforme sobre la superficie de trabajo y penetre en los orificios con una resistencia mínima. Como resultado, se obtiene un gránulo de cohesión superior, un flujo de producción constante y una reducción del esfuerzo mecánico necesario para el proceso.
IV. Tiempo de Permanencia
Este parámetro actúa como una fase de curado mecánico: una mayor estancia del producto dentro del orificio permite que las fuerzas de fricción y el tratamiento térmico residual terminen de plastificar los componentes de la fórmula, garantizando que el pellet alcance su máxima durabilidad estructural antes de ser expulsado.
Según los cálculos de ingeniería registrados, para matrices de configuración 4 × 60, es posible optimizar este tiempo ajustando la relación entre superficie y potencia para elevar la estancia de 1,3 segundos a 1,5 segundos, lo que representa un incremento del 15% en el tiempo de compactación efectiva incluso manteniendo altas capacidades de producción de hasta 12.000 kg/h.
La clave técnica para gestionar este factor reside en el dimensionamiento correcto de la superficie de la matriz, evitando prácticas ineficientes como la reducción forzada del flujo de producto o la separación de rodillos. Un tiempo de permanencia equilibrado, derivado de un diseño de matriz adecuado, asegura que el gránulo tenga el margen necesario para que los almidones y proteínas se asienten de forma sólida, lo que se traduce en una reducción drástica de finos y en una resistencia superior al transporte y manipulación posterior.
De este modo, el tiempo de permanencia deja de ser una variable al azar para convertirse en una consecuencia directa de un equilibrio entre la capacidad receptora de la máquina y las exigencias físicas de la formulación.
V. Velocidad Tangencial
La velocidad tangencial es el parámetro que coordina la capacidad de peletización con la naturaleza fisicoquímica del producto, influyendo directamente en el consumo de energía y en la sensibilidad del material al calor generado durante el proceso. No existe una velocidad universal; la rotación de la matriz debe ajustarse en función de la dificultad de compactación del producto y de la temperatura que sus ingredientes pueden soportar.
Una velocidad incorrecta puede derivar en un consumo eléctrico excesivo o en la pérdida de valor nutricional por sobrecalentamiento de la fórmula.
En la práctica operativa, los productos se clasifican en tres grandes categorías para determinar su velocidad idónea:
- Piensos de avicultura: con alto contenido en cereales y buena tolerancia térmica. Permiten trabajar con velocidades tangenciales elevadas entre 7 y 8 mts./segundo, maximizando la producción sin comprometer la integridad del gránulo.
- Piensos para cerdos, conejos y vacuno: fórmulas que suelen incorporar niveles significativos de fibra y agentes líquidos como melazas. La velocidad óptima se sitúa entre 6 y 7 mts./segundo.
- Productos altamente fibrosos: materiales de baja densidad y muy sensibles al calor, como la alfalfa o la paja. Requieren velocidades reducidas, recomendándose un rango de 5,5 a 6 mts./segundo. La reducción de velocidad limita el calor por fricción y facilita un llenado uniforme de los taladros de la matriz.
| Parámetro | Función principal | Error común | Solución óptima | Dato clave |
|---|---|---|---|---|
| I. Superficie de Trabajo | Determina la eficiencia global. Regula el flujo de material y el tiempo de estancia natural en los orificios. | Separar rodillos y reducir flujo. Genera deslizamiento y disipa energía en calor residual. | Matriz optimizada: flujo correcto sin forzar mecánica. Menos finos y mayor vida útil. | Superficie insuficiente dispara consumo energético y reduce producción exponencialmente. |
| II. Diámetro y Anchura | Define la capacidad de reparto del producto sobre la superficie de trabajo. | Anchura mal calculada: desgastes desiguales y consumo energético innecesario. | Mayor diámetro: mejor distribución del producto y reparto uniforme de cargas. | El diámetro afecta directamente al ángulo de compresión (parámetro III). |
| III. Ángulo de Compresión (α) | Controla que la fuerza mecánica se convierta en extrusión real y no en rozamiento ineficiente. | Ángulo pronunciado: la harina se desliza hacia atrás y el motor genera calor sin producción. | Aumentar diámetro de matriz: reduce α y mejora la cohesión del gránulo. | Ángulo reducido garantiza transferencia de potencia limpia y penetración uniforme. |
| IV. Tiempo de Permanencia | Fase de curado mecánico: permite que almidones y proteínas se asienten antes de expulsar el pellet. | Reducir flujo o separar rodillos forzadamente: no aumentan el tiempo útil, solo generan desgaste. | Dimensionamiento correcto de superficie: el tiempo óptimo es consecuencia del diseño. | Config. 4×60: pasar de 1,3 s a 1,5 s = +15% compactación efectiva a 12.000 kg/h. |
| V. Velocidad Tangencial | Coordina peletización con fisicoquímica del producto. Regula calor generado y consumo eléctrico. | Velocidad incorrecta: sobrecalentamiento o consumo excesivo. Pérdida de valor nutricional. | Aves: 7–8 m/s · Cerdo/Vacuno: 6–7 m/s · Alfalfa/Paja: 5,5–6 m/s | No existe velocidad universal: ajustar según dificultad de compactación y tolerancia térmica. |
Acondicionamiento Térmico
El acondicionamiento es la fase preparatoria donde las harinas se someten a un tratamiento térmico y de humedad antes de entrar en la prensa. El objetivo central es alcanzar la gelatinización de los almidones, un proceso físico-químico que comienza a los 83,7°C. Esta transformación es esencial, ya que actúa como un ligante natural que compacta el material y otorga al gránulo una estructura sólida y resistente.
Además del beneficio estructural, un acondicionamiento adecuado es la barrera principal para la eliminación bacteriológica, especialmente de patógenos como la Salmonella, que requiere un control estricto de temperatura (aprox. 88–90°C) y tiempo de contacto (0,5 a 1,5 minutos) para ser erradicada eficazmente.

La Rampa de Instalación de Vapor
Para que el proceso sea exitoso, se requiere el uso de vapor saturado y seco, libre de arrastres de agua líquida que podrían dificultar la peletización y enfriar la mezcla. Desde un punto de vista técnico, la instalación debe contar con una caldera capaz de mantener una presión de trabajo mínima de 6 kg/cm² para asegurar un suministro constante y de calidad. Lo ideal es montar, lo más cerca posible de los acondicionadores, una rampa de vapor que garantice la estabilidad del sistema. Esta rampa suele integrar separadores de agua de triple efecto y una válvula reductora que permite regular la presión entre 1,5 y 3 kg/cm² según las necesidades específicas de la planta. Aunque los valores pueden fluctuar, el consumo de vapor se estima de forma general en torno al 5% de la producción, considerando que cada incremento de 10°C suele aportar un 0,6% de humedad adicional al producto.
Tecnologías de Acondicionamiento y Maduración
Dependiendo de las necesidades de la fórmula y la inversión, existen diversas soluciones tecnológicas:
- Acondicionador Estándar: Cuerpo cilíndrico con un eje de palas de posición variable que asegura una mezcla homogénea de vapor y líquidos. Opera con tiempos de retención cortos de 10 a 15 segundos a temperaturas de 70°C a 80°C.
- Termo Acondicionador: Permite tiempos de retención de 1 a 1,5 minutos y temperaturas de hasta 100°C. Incorpora un variador de frecuencia para ajustar la velocidad óptima y una cámara de vapor externa que aporta calor adicional sin añadir exceso de humedad. Ideal para harinas saturadas de líquidos.
- Madurador: Para procesos que requieren una maduración prolongada de las harinas con líquidos, trabajando durante unos 20 minutos a temperaturas de 60°C a 70°C antes de la peletización.
- Expander: Preparador por presión que somete al producto a esfuerzos de 20 a 30 bar durante 5 segundos. Alcanza temperaturas de hasta 130°C, garantizando la eliminación bacteriológica total y facilitando la incorporación masiva de líquidos.
Acondicionamiento según el Tipo de Pienso
Cada formulación exige un manejo térmico diferenciado para evitar fallos operativos:
- Piensos con alto almidón (Avicultura): Necesitan niveles de humedad cercanos al 17–18% y calor intenso para lograr la gelatinización parcial.
- Piensos Melazados: La adición de vapor debe ser moderada, ya que la melaza aporta un 26% de agua. Se recomienda calentar la melaza previamente a 93°C para no exceder los límites de humedad.
- Piensos Sensibles al Calor: Aquellos con leche seca o azúcar que empiezan a caramelizarse a 60°C. Se debe minimizar la adición de vapor y utilizar matrices delgadas para reducir el calor por fricción.
- Piensos con Urea: Requieren mínima adición de vapor, ya que el calor y la humedad aumentan la solubilidad de la urea, provocando que el producto se comporte como un líquido y se humedezca en exceso.
Protocolos de Mantenimiento
Para que la matriz y los rodillos duren más, es fundamental seguir paso a paso los procedimientos de montaje y ajuste.
Regulación de los Rodillos
La aproximación de los rodillos a la matriz es la operación de seguridad más importante de la máquina. El principio fundamental dicta que, para acercar los rodillos, siempre se debe girar hacia la izquierda, en sentido contrario al giro de la matriz. Esta configuración asegura que, ante la entrada accidental de un cuerpo metálico, el rodillo ceda y se separe de la matriz para evitar su rotura.
De realizarse el ajuste en sentido inverso, los rodillos tenderían a abrirse bajo sobrecarga, provocando daños estructurales inevitables.
Para las peletizadoras que cuentan con sistemas de regulación automática, la operativa se transforma en un proceso mucho más ágil y seguro. Estos sistemas eliminan la necesidad de ajustes individuales complejos, permitiendo que el operario gestione la presión de los rodillos de forma centralizada y uniforme. Al actuar sobre un único mando o mecanismo de control, se compensa el desgaste de todos los rodillos simultáneamente, garantizando que el esfuerzo de peletización se reparta con total precisión.
Cambio y Sustitución de la Matriz
El proceso de cambio comienza con la retirada de los elementos de alimentación y el alejamiento de los rodillos. En situaciones donde la matriz esté bloqueada, se deben utilizar tornillos extractores específicos montados en el tambor de accionamiento.
Los cuidados principales durante esta sustitución incluyen:
- Limpieza Exhaustiva: Limpiar a fondo el alojamiento en el plato porta-matriz, eliminando harina acumulada, los agujeros de fijación y el perno de centraje.
- Lubricación Preventiva: Aplicar grasa anti gripaje en el aro porta-matrices y en los tornillos de fijación para asegurar un desmontaje fluido y proteger los alojamientos.
- Control de Elementos de Corte: Revisar el estado de la cuchilla barredora y las del plato porta-rodillos. Trabajar con cuchillas en mal estado provoca sobrecalentamiento y desgaste prematuro de los rodamientos principales.

Detalle Crítico en el Montaje de Matrices
Un mal asentamiento es la causa raíz de la mayoría de las roturas transversales por fatiga. Los errores de montaje más comunes incluyen:
- Falta de Apoyo Sólido: Si el tornillo de fijación hace tope de rosca —por ser excesivamente largo o por suciedad— la matriz no asienta firmemente y queda condenada a la rotura por fatiga.
- Problemas de Centraje: En matrices de centraje cónico, es vital verificar la perpendicularidad. Un montaje incorrecto provoca «saltos» y sobrecargas puntuales que fracturan la pista de rodadura.
- Fijación por Brida: Asegurarse de que la pestaña de la matriz no toque el fondo de la brida, ya que esto impediría una fijación apropiada y causaría roturas transversales.
Desgaste y Anomalías en el Trabajo
El desgaste de la matriz varía según la naturaleza del producto procesado. Mientras que los productos nobles presentan un desgaste equilibrado, los productos altamente abrasivos aceleran el deterioro de la zona de compresión.
Las anomalías operativas suelen dejar huellas visuales claras:
- Superficie Repiqueteada: Síntoma directo de presión excesiva entre rodillos y matriz o de falta de alimentación constante de producto.
- Taladros Tapados: Pueden deberse a una compresión insuficiente o excesiva en las zonas de trabajo de la matriz.

Enfriamiento
Una vez que el gránulo abandona la cámara de peletización, el proceso técnico no ha terminado. El pellet sale con una carga térmica y de humedad elevada que, de no gestionarse correctamente, comprometería la estabilidad del producto y su vida útil. Esta fase final garantiza que el esfuerzo de acondicionamiento y presión se traduzca en un producto comercializable y seguro, evitando el desarrollo de hongos durante el almacenamiento.
El Fundamento del Enfriamiento
El enfriamiento se basa en hacer circular aire atravesando la masa de gránulos. Este proceso se realiza mediante el intercambio de calor sensible, que pasa del producto al aire, sumado a la evaporación del agua presente en el gránulo. La eficacia de este intercambio depende de variables críticas como la temperatura y humedad del pellet, el caudal y la temperatura del aire, y el tiempo de contacto entre ambos.
Cuanto más baja sea la humedad y la temperatura del aire, mayor será la transmisión de calor y la evaporación de agua. Este proceso de secado es fundamental para eliminar el exceso de agua añadido en forma de vapor durante la peletización, dejando el producto dentro de los valores óptimos para su conservación. No obstante, un secado excesivo debe evitarse, ya que conlleva una merma directa en el peso final del producto.
Eficiencia del Sistema a Contracorriente
Aunque existen diversos tipos de enfriadores, el vertical a contracorriente se ha consolidado como la solución más efectiva por su sencillez y alto rendimiento.
Frente a las tecnologías horizontales o de cascada, este sistema ofrece ventajas definitivas:
- Optimización del espacio: Reduce drásticamente el espacio ocupado tanto en altura como en superficie.
- Eficiencia de caudal: Permite una disminución del aire necesario de hasta un 20%, ahorrando energía y reduciendo el tamaño de los componentes.
- Control de humedad: Posibilidad de modificar el tiempo de permanencia (10 a 20 minutos) para ajustar con precisión la humedad final del producto.
- Uniformidad térmica: Logra temperaturas de salida muy cercanas a la ambiental, generalmente con una diferencia de apenas 5°C.

Como parte integral del enfriador, se incorporan sistemas de seguridad contra incendios. Estos dispositivos detectan anomalías térmicas y actúan de forma inmediata sobre la ventilación y el flujo de producto, deteniendo el proceso para proteger la integridad de la planta. Esta protección es cada vez más necesaria debido al alto porcentaje de líquidos que incorporan las fórmulas modernas.
Para operaciones en entornos geográficos con climas calurosos o épocas de alta humedad, los enfriadores convencionales pueden encontrar limitaciones, ya que no pueden bajar la temperatura del gránulo por debajo de la ambiental. En estos casos, se recurre a sistemas especializados que inyectan aire frío y seco. Esta tecnología permite alcanzar temperaturas de salida inferiores a las del aire exterior, asegurando la estabilidad del pellet incluso en condiciones extremas y mejorando la eficacia en la separación del polvo residual.
Conclusiones finales
Para concluir esta guía, la peletización de piensos debe entenderse como un ecosistema de precisión donde la ingeniería mecánica y el tratamiento térmico convergen para maximizar el valor nutricional. La clave del éxito operativo reside en el equilibrio de los cinco parámetros—superficie de trabajo, diámetro, ángulo de compresión, tiempo de permanencia y velocidad tangencial— ajustados siempre a la naturaleza específica de cada fórmula. Un acondicionamiento térmico que alcance la gelatinización de los almidones a 83,7°C, sumado a un protocolo de mantenimiento riguroso en el montaje de matrices y la regulación de rodillos, no solo garantiza la eliminación bacteriológica y la durabilidad estructural del gránulo, sino que asegura la rentabilidad y longevidad de la planta. En última instancia, un proceso de enfriamiento eficiente, adaptado a las condiciones geográficas, estabiliza el producto final para su distribución segura, consolidando una operación de clase mundial respaldada por décadas de excelencia técnica.
Preguntas frecuentes (FAQ)
¿Qué es la peletización de piensos?
La peletización de piensos es un proceso mecánico y térmico que transforma materias primas pulverulentas en gránulos compactos mediante la aplicación de presión, calor y humedad. El resultado es un producto homogéneo, de mayor densidad y digestibilidad, que elimina la posibilidad de desmezcla y garantiza una dosificación uniforme de todos los ingredientes y medicamentos de la fórmula.
¿Cuáles son los parámetros más importantes en el proceso de peletización?
Los cinco parámetros determinantes son la superficie de trabajo de la matriz, el diámetro y anchura de la matriz, el ángulo de compresión, el tiempo de permanencia en el taladro y la velocidad tangencial. El equilibrio entre estas cinco variables, ajustado siempre a la naturaleza de cada fórmula, es lo que determina la calidad del gránulo, el consumo energético y la vida útil de los componentes.
¿Para qué sirve el acondicionamiento térmico antes de la granulación?
El acondicionamiento térmico prepara las harinas antes de entrar en la prensa mediante la aplicación controlada de vapor y calor. Su objetivo principal es alcanzar la gelatinización de los almidones a partir de 83,7°C, lo que actúa como ligante natural y mejora la cohesión del pellet. Además, es la barrera más eficaz contra patógenos como la Salmonella, que requiere temperaturas de entre 88 y 90°C mantenidas durante al menos 0,5 a 1,5 minutos para su eliminación.
¿Qué diferencia hay entre un acondicionador estándar y un expander?
El acondicionador estándar opera con tiempos de retención cortos de 10 a 15 segundos y temperaturas de 70 a 80°C, siendo adecuado para fórmulas convencionales. El expander, en cambio, somete al producto a presiones de 20 a 30 bar durante 5 segundos, alcanzando hasta 130°C. Esto garantiza la eliminación bacteriológica total y permite incorporar volúmenes elevados de líquidos que un acondicionador convencional no puede gestionar.
¿Por qué se producen finos en la peletización y cómo se reducen?
Los finos son el resultado directo de un tiempo de permanencia insuficiente dentro de los orificios de la matriz, una superficie de trabajo inadecuada para la dificultad del producto o un acondicionamiento térmico deficiente. La solución más eficaz no es forzar la presión ni separar los rodillos, sino dimensionar correctamente la superficie de la matriz para que el producto fluya con la resistencia justa y los almidones y proteínas tengan tiempo de asentarse antes de la expulsión del gránulo.
¿Qué velocidad tangencial debo usar según el tipo de pienso?
La velocidad óptima varía según la dificultad de compactación y la sensibilidad térmica de la fórmula. Para piensos de avicultura con alto contenido en cereales se recomiendan entre 7 y 8 m/s. Para piensos de cerdo, conejo y vacuno con fibra y melazas, entre 6 y 7 m/s. Para productos altamente fibrosos y sensibles al calor como la alfalfa o la paja, entre 5,5 y 6 m/s. Una velocidad incorrecta deriva en sobrecalentamiento o pérdida de valor nutricional.
¿Con qué frecuencia hay que cambiar la matriz de una peletizadora?
No existe una frecuencia fija, ya que el desgaste depende del tipo de producto procesado, la abrasividad de los ingredientes y la correcta regulación de los rodillos. Los indicadores que señalan la necesidad de sustitución son la aparición de superficie repiqueteada, la obstrucción repetida de taladros y una caída progresiva en la calidad del gránulo con aumento de finos. Un protocolo de mantenimiento preventivo con revisión periódica del ajuste de rodillos y lubricación de elementos de fijación alarga significativamente la vida útil de la matriz.
¿Por qué es importante el enfriamiento del pellet tras la granulación?
El pellet sale de la cámara de granulación con temperatura y humedad elevadas que, sin un enfriamiento adecuado, favorecen el desarrollo de hongos durante el almacenamiento y comprometen la estabilidad del producto. El enfriador vertical a contracorriente es la solución más eficiente: reduce el consumo de aire hasta un 20%, permite ajustar el tiempo de permanencia entre 10 y 20 minutos y logra temperaturas de salida a apenas 5°C por encima de la ambiental.


