
Za każdą toną granulowanej paszy kryje się krucha równowaga pomiędzy ciśnieniem, temperaturą, powierzchnią i prędkością. Gdy równowaga ta zawiedzie, zakład płaci za to w postaci drobnych cząstek, przedwczesnego zużycia i gwałtownie rosnącego zużycia energii. Granulowanie paszy to nie tylko proces mechaniczny: to inżynieria precyzyjna. Niniejszy przewodnik techniczny obejmuje cały proces - parametry operacyjne, kondycjonowanie termiczne, konserwację i protokoły chłodzenia - a jego jedynym celem jest zapewnienie większej, lepszej i tańszej produkcji w zakładzie.
Podstawy peletyzacji
Pelletowanie nie powinno być rozumiane po prostu jako formowanie mieszaniny; jest to złożony proces mechaniczny i termiczny. Polega on na poddawaniu substancji stałych i sproszkowanych działaniu wysokiego ciśnienia w celu osiągnięcia stanu trwałej aglomeracji cząstek. Ta fizyczna zmiana fazy nie tylko zmienia wygląd zewnętrzny, ale także pozytywnie wpływa na elementy strukturalne składników, pozwalając na wyższe wykorzystanie metaboliczne podczas spożycia.
Ze strategicznego punktu widzenia proces ten oferuje podwójne korzyści:
- Do producentaGęstość: Osiągnięto krytyczny wzrost gęstości, optymalizując transport i przechowywanie. Zapewnia również większą elastyczność przy modyfikowaniu receptur i umożliwia dodawanie leków bez ryzyka nieregularnego dawkowania.
- Dla hodowców bydłaEliminuje możliwość niemieszania, uniemożliwiając zwierzęciu selektywny wybór składników lub leków. Obróbka cieplna zapewnia również eliminację bakterii i poprawia konwersję paszy dzięki zwiększonej strawności.

Decydujące parametry operacyjne
Aby osiągnąć równowagę między mocą, produkcją i jakością, projekt operacji musi być regulowany przez pięć zmiennych determinujących, które bezpośrednio wpływają na zachowanie surowca wewnątrz maszyny:
I. Powierzchnia robocza
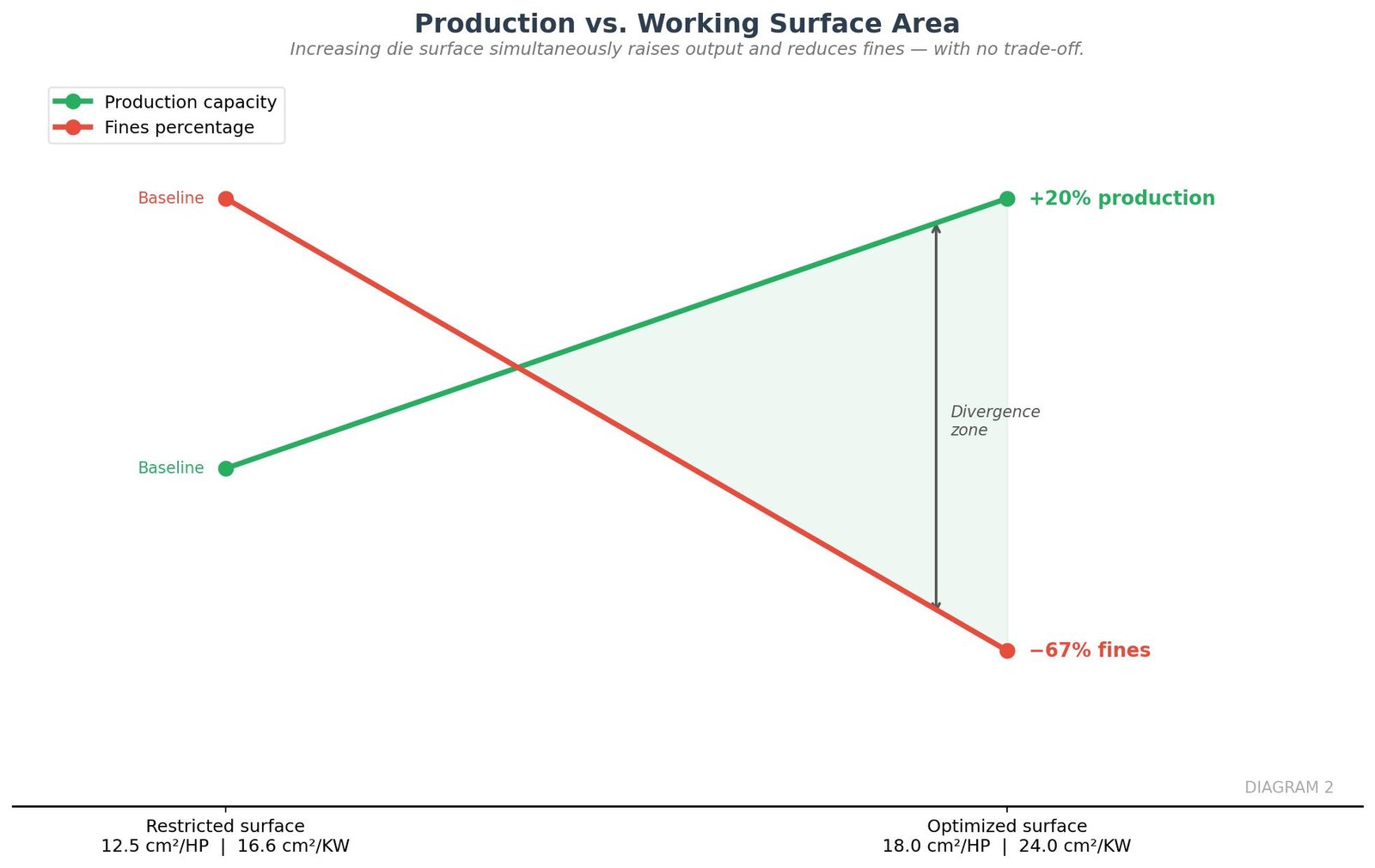
Powierzchnia robocza matrycy nie jest po prostu wymiarem fizycznym, ale krytycznym czynnikiem, który decyduje o wydajności całego procesu peletowania. W nowoczesnym przemyśle, w którym receptury stają się coraz bardziej złożone ze względu na wysoki poziom błonnika i płynnych dodatków, takich jak tłuszcze lub melasa, zmniejszona powierzchnia staje się wąskim gardłem operacyjnym. Gdy operator pracuje z niewystarczającą powierzchnią w stosunku do trudności produktu, jest zmuszony do uciekania się do wysokiego ciśnienia, aby spróbować utrzymać integralność granulki. To nadmierne ciśnienie wyzwala cykl nieefektywności, w którym zużycie energii gwałtownie rośnie, podczas gdy rzeczywista produkcja spada wykładniczo.
Efektem ubocznym pracy w tak ciężkich warunkach jest nierównomierne zużycie matrycy i rolek. Mechaniczne trudności w wytłaczaniu materiału powodują, że obciążenie maszyny przekłada się na wysokie koszty przedwczesnej konserwacji.
Istnieje również powszechna, ale technicznie niewskazana praktyka: oddzielanie walców i zmniejszanie przepływu mąki na wlocie. Chociaż ma to na celu wydłużenie czasu przebywania produktu wewnątrz otworów w celu poprawy zagęszczania, fizyczna rzeczywistość jest taka, że generuje to nadmierny poślizg między matrycą a walcami. System ten jest nieefektywny, ponieważ większość zastosowanej energii nie jest wykorzystywana do granulacji, ale jest rozpraszana jako ciepło odpadowe, co poważnie wpływa na żywotność całego zespołu mechanicznego.
Zamiast tego, konstrukcja oparta na zoptymalizowanej powierzchni matrycy umożliwia prawidłowy przepływ materiału, zapewniając naturalny i efektywny czas przebywania wewnątrz otworów. Taka konfiguracja techniczna zapewnia doskonałą wydajność i stałą jakość peletu przy minimalnej obecności drobnych cząstek. Brak konieczności wymuszania mechaniki prasy zapewnia dłuższą żywotność elementów zużywających się i znacznie bardziej opłacalny stosunek energii do wydajności. Takie podejście umożliwia zarówno optymalizację istniejących maszyn, jak i projektowanie nowych jednostek zdolnych do obsługi coraz bardziej wymagających formuł.
II. Średnica i szerokość matrycy
Wymiary te określają zdolność dystrybucji i mają decydujące znaczenie dla żelatynizacji skrobi i eliminacji bakterii. Zwiększenie średnicy skutkuje lepszą dystrybucją produktu na powierzchni roboczej, co pozwala kondycjonerowi zarządzać dłuższymi czasami przebywania bez nasycania komory granulowania. Źle obliczona szerokość (grubość) może prowadzić do nierównomiernego zużycia, niepotrzebnie wysokiego zużycia energii i pogorszenia jakości w zależności od wrażliwości termicznej każdego preparatu.
III. Kąt kompresji (α)
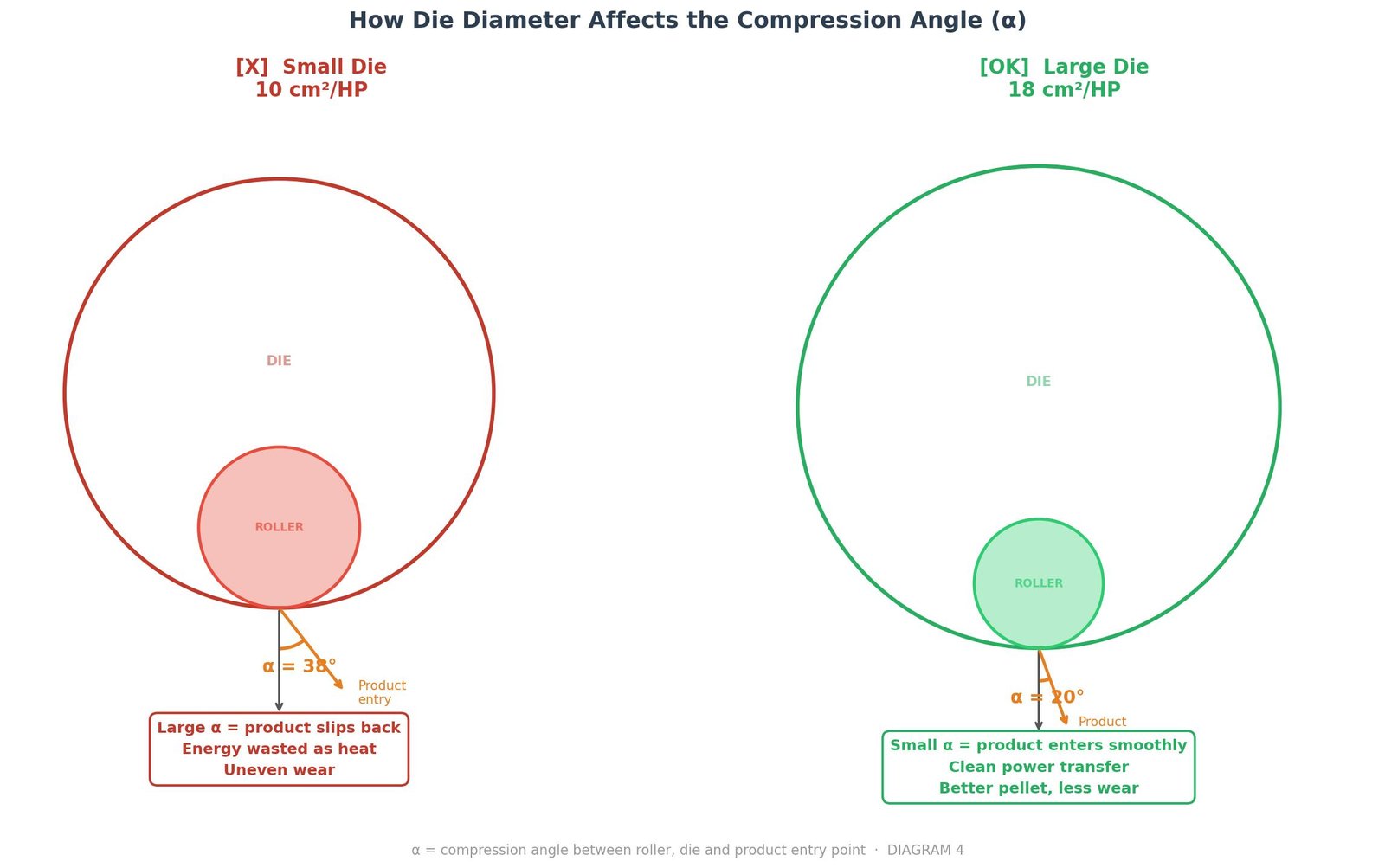
Kąt ściskania reprezentuje fizyczną zależność między walcem, matrycą i wlotem produktu, który ma być ściskany (α). Zoptymalizowana konstrukcja ma na celu zmniejszenie tego kąta, aby zapewnić, że siła mechaniczna jest przekładana na wytłaczanie, a nie marnowanie energii przez nieefektywne tarcie.
Gdy konstrukcja matrycy nie jest odpowiednia dla formuły, kąt natarcia może stać się zbyt stromy, generując efekt odrzucenia, w którym mąka ma tendencję do przesuwania się do tyłu zamiast być wypychana przez otwory matrycy. Ten opór mechaniczny powoduje, że moc silnika jest przekształcana w ciepło odpadowe z powodu poślizgu między matrycą a wałkiem, co podnosi temperaturę komponentów bez zwiększania rzeczywistej produkcji.
Najskuteczniejszą strategią techniczną optymalizacji tego czynnika jest zwiększenie średnicy matrycy. Zwiększając promień matrycy, uzyskuje się gładszą ścieżkę styku i znacznie bardziej progresywny kąt natarcia. Ta redukcja kąta (α) zapewnia czysty i bezpośredni transfer mocy, umożliwiając równomierne rozprowadzenie produktu na powierzchni roboczej i penetrację otworów z minimalnym oporem. Rezultatem jest lepsza spoistość granulek, stały przepływ produkcji i zmniejszenie naprężeń mechanicznych wymaganych w procesie.
IV. długość pobytu
Parametr ten działa jako faza utwardzania mechanicznego: dłuższy pobyt produktu wewnątrz kryzy pozwala siłom tarcia i resztkowej obróbce cieplnej zakończyć uplastycznianie składników formuły, zapewniając, że granulat osiągnie maksymalną trwałość strukturalną przed wyrzuceniem.
Zgodnie z zarejestrowanymi obliczeniami inżynieryjnymi, w przypadku matryc o konfiguracji 4 × 60, możliwe jest zoptymalizowanie tego czasu poprzez dostosowanie stosunku powierzchni do mocy w celu zwiększenia czasu przebywania z 1,3 sekundy do 1,5 sekundy, co oznacza wzrost o 15% efektywnego czasu zagęszczania, nawet przy zachowaniu wysokiej wydajności produkcyjnej do 12 000 kg/h.
Techniczny klucz do zarządzania tym czynnikiem leży w prawidłowym doborze powierzchni matrycy, unikając nieefektywnych praktyk, takich jak wymuszona redukcja przepływu produktu lub separacja rolek. Zrównoważony czas przebywania, wynikający z odpowiedniej konstrukcji matrycy, zapewnia, że granulki mają niezbędny margines dla skrobi i białek, aby osadzić się na stałe, co skutkuje drastyczną redukcją drobnych cząstek i doskonałą odpornością na transport i dalszą obsługę.
W ten sposób czas przebywania nie jest już zmienną losową, ale bezpośrednią konsekwencją równowagi między zdolnością odbiorczą maszyny a fizycznymi wymaganiami receptury.
V. Prędkość styczna
Prędkość styczna jest parametrem, który koordynuje wydajność peletyzacji z fizykochemiczną naturą produktu, bezpośrednio wpływając na zużycie energii i wrażliwość materiału na ciepło generowane podczas procesu. Nie ma uniwersalnej prędkości; obroty matrycy muszą być dostosowane do trudności zagęszczania produktu i temperatury, jaką mogą wytrzymać jego składniki.
Nieprawidłowa prędkość może spowodować nadmierne zużycie energii lub utratę wartości odżywczych z powodu przegrzania formuły.
W praktyce operacyjnej produkty są klasyfikowane w trzech szerokich kategoriach w celu określenia ich idealnej prędkości:
- Pasza dla drobiu: o wysokiej zawartości ziarna i dobrej tolerancji termicznej. Umożliwiają one pracę przy wysokich prędkościach stycznych od 7 do 8 m/s, maksymalizując produkcję bez uszczerbku dla integralności granulek.
- Pasza dla świń, królików i bydła: które zwykle zawierają znaczne ilości błonnika i środków płynnych, takich jak melasa. Optymalna prędkość wynosi od 6 do 7 m/s.
- Produkty o wysokiej zawartości włókien: materiałów o niskiej gęstości i bardzo wrażliwych na ciepło, takich jak lucerna lub słoma. Wymagają one niskich prędkości, z zalecanym zakresem od 5,5 do 6 m/sekundę. Zmniejszona prędkość ogranicza ciepło tarcia i ułatwia równomierne wypełnienie otworów matrycy.
| Parametr | Główna funkcja | Powszechny błąd | Optymalne rozwiązanie | Kluczowe dane |
|---|---|---|---|---|
| I. Powierzchnia robocza | Określa ogólną wydajność. Reguluje przepływ materiału i naturalny czas przebywania w otworach. | Oddziela rolki i zmniejsza przepływ. Generuje poślizg i rozprasza energię w postaci ciepła odpadowego. | Zoptymalizowana matryca: prawidłowy przepływ bez naprężeń mechanicznych. Mniej drobnych cząstek i dłuższa żywotność. | Niewystarczająca powierzchnia powoduje zużycie energii i wykładniczo zmniejsza produkcję. |
| II. Średnica i szerokość | Określa zdolność do rozprowadzania produktu na powierzchni roboczej. | Źle obliczona szerokość: nierównomierne zużycie i niepotrzebne zużycie energii. | Większa średnica: lepsza dystrybucja produktu i równomierny rozkład obciążenia. | Średnica bezpośrednio wpływa na kąt kompresji (parametr III). |
| III. Kąt kompresji (α) | Kontroluje on, czy siła mechaniczna jest przekształcana w rzeczywiste wyciskanie, a nie nieefektywne tarcie. | Stromy kąt: mąka przesuwa się do tyłu, a silnik wytwarza ciepło bez produkcji. | Zwiększenie średnicy matrycy: zmniejsza α i poprawia spójność granulek. | Zmniejszony kąt zapewnia czysty transfer mocy i równomierną penetrację. |
| IV. długość pobytu | Faza utwardzania mechanicznego: umożliwia osadzenie się skrobi i białek przed wyrzuceniem granulatu. | Zmniejszenie przepływu lub wymuszone oddzielenie rolek: nie zwiększa czasu pracy, a jedynie powoduje zużycie. | Prawidłowe wymiarowanie powierzchni: optymalny czas jest konsekwencją projektu. | Konfiguracja 4×60: od 1,3 s do 1,5 s = +15% efektywnego zagęszczania przy 12 000 kg/h. |
| V. Prędkość styczna | Koordynuje peletyzację z fizykochemią produktu. Reguluje generowane ciepło i zużycie energii elektrycznej. | Nieprawidłowa prędkość: przegrzanie lub nadmierne zużycie. Utrata wartości odżywczych. | Drób: 7-8 m/s - Trzoda chlewna/ bydło: 6-7 m/s - Lucerna/słoma: 5,5-6 m/s | Nie ma uniwersalnej prędkości: należy ją dostosować do trudności zagęszczania i tolerancji termicznej. |
Kondycjonowanie termiczne
kondycjonowanie to faza przygotowawcza, w której mąki poddawane są obróbce cieplnej i wilgotnościowej przed wprowadzeniem do prasy. Głównym celem jest osiągnięcie żelatynizacji skrobi, procesu fizykochemicznego, który rozpoczyna się w temperaturze 83,7°C. Ta transformacja jest niezbędna, ponieważ działa jak naturalne spoiwo, które zagęszcza materiał i nadaje granulce solidną i odporną strukturę.
Oprócz korzyści strukturalnych, właściwe kondycjonowanie stanowi główną barierę dla eliminacji bakteriologicznej, zwłaszcza patogenów takich jak Salmonella, które wymagają ścisłej kontroli temperatury (ok. 88-90°C) i czasu kontaktu (0,5 do 1,5 minuty), aby zostały skutecznie wyeliminowane.

Rampa instalacyjna Steam
Aby proces zakończył się sukcesem, wymagane jest użycie nasyconej i suchej pary, wolnej od porywania ciekłej wody, która mogłaby utrudniać peletyzację i schładzać mieszankę. Z technicznego punktu widzenia, instalacja musi być wyposażona w kocioł zdolny do utrzymania minimalnego ciśnienia roboczego 6 kg/cm², aby zapewnić stałe i wysokiej jakości zasilanie. W idealnym przypadku rampa parowa powinna być zainstalowana jak najbliżej kondycjonerów, aby zapewnić stabilność systemu. Rampa ta zazwyczaj zawiera separatory wody o potrójnym działaniu i zawór redukcyjny, który umożliwia regulację ciśnienia w zakresie od 1,5 do 3 kg/cm² w zależności od konkretnych potrzeb zakładu. Chociaż wartości mogą się wahać, zużycie pary szacuje się zwykle na około 5% produkcji, biorąc pod uwagę, że każdy wzrost temperatury o 10°C zwykle dodaje 0,6% dodatkowej wilgoci do produktu.
Technologie kondycjonowania i dojrzewania
W zależności od potrzeb formuły i inwestycji dostępne są różne rozwiązania technologiczne:
- Standardowa odżywka: Cylindryczny korpus z wałem łopatkowym o zmiennym położeniu zapewnia jednorodne mieszanie oparów i cieczy. Pracuje z krótkimi czasami retencji wynoszącymi od 10 do 15 sekund w temperaturach od 70°C do 80°C.
- Thermo Conditioner: Zapewnia czas utrzymywania od 1 do 1,5 minuty i temperaturę do 100°C. Zawiera przetwornicę częstotliwości do ustawiania optymalnej prędkości i zewnętrzną komorę parową, aby zapewnić dodatkowe ciepło bez dodawania nadmiaru wilgoci. Idealny do mąki nasyconej płynem.
- Dojrzewanie: W przypadku procesów wymagających długotrwałego dojrzewania mąki z płynami, praca przez około 20 minut w temperaturze od 60°C do 70°C przed granulowaniem.
- Ekspander: Urządzenie do przygotowywania pod ciśnieniem, które poddaje produkt działaniu ciśnienia od 20 do 30 barów przez 5 sekund. Osiąga temperaturę do 130°C, gwarantując całkowitą eliminację bakteriologiczną i ułatwiając masowe wprowadzanie płynów.
Kondycjonowanie w zależności od rodzaju paszy
Każda formuła wymaga innego zarządzania temperaturą, aby uniknąć awarii operacyjnych:
- Pasza o wysokiej zawartości skrobi (drób): Wymagają one wilgotności na poziomie zbliżonym do 17-18% i intensywnego ciepła, aby osiągnąć częściową żelatynizację.
- Melazados Feed: Dodatek pary powinien być umiarkowany, ponieważ melasa zawiera 26% wody. Zaleca się wstępne podgrzanie melasy do temperatury 93°C, aby nie przekroczyć limitów wilgotności.
- Pasze wrażliwe na ciepło: Te z suchym mlekiem lub cukrem zaczynają się karmelizować w temperaturze 60°C. Dodawanie pary powinno być zminimalizowane, a cienkie matryce powinny być używane w celu zmniejszenia ciepła tarcia.
- Pasza mocznikowa: Wymagają minimalnego dodatku pary, ponieważ ciepło i wilgoć zwiększają rozpuszczalność mocznika, powodując, że produkt zachowuje się jak ciecz i staje się nadmiernie mokry.
Protokoły konserwacji
Aby zapewnić dłuższą żywotność matrycy i rolek, należy postępować zgodnie z procedurami montażu i regulacji krok po kroku.
Regulacja rolki
Podejście rolki do matrycy jest najważniejszą operacją bezpieczeństwa maszyny. Podstawowa zasada mówi, że aby zbliżyć rolki, muszą one być zawsze obrócone w lewo, w kierunku przeciwnym do obrotu matrycy. Taka konfiguracja gwarantuje, że jeśli metalowe ciało przypadkowo dostanie się do maszyny, rolka ustąpi i oddzieli się od matrycy, zapobiegając jej pęknięciu.
Jeśli regulacja zostanie wykonana w odwrotnym kierunku, rolki będą miały tendencję do otwierania się pod wpływem przeciążenia, powodując nieuniknione uszkodzenia strukturalne.
W przypadku pelleciarki z automatycznymi systemami regulacji, obsługa staje się znacznie szybszym i bezpieczniejszym procesem. Systemy te eliminują potrzebę skomplikowanych indywidualnych regulacji, umożliwiając operatorowi centralne i równomierne zarządzanie naciskiem rolek. Działając na pojedyncze pokrętło lub mechanizm sterujący, zużycie wszystkich rolek jest kompensowane jednocześnie, zapewniając, że wysiłek granulowania jest rozłożony z całkowitą precyzją.
Zmiana i wymiana matrycy
Proces wymiany rozpoczyna się od usunięcia elementów podających i rolek. W sytuacjach, gdy matryca jest zablokowana, należy użyć specjalnych śrub ściągających zamontowanych na bębnie napędowym.
Główna opieka podczas tej wymiany obejmuje:
- Dokładne czyszczenie: Dokładnie wyczyść obudowę płyty matrycy, usuwając nagromadzoną mąkę, otwory mocujące i sworzeń centrujący.
- Smarowanie zapobiegawcze: Nałożyć smar przeciwzatarciowy na pierścień matrycy i śruby mocujące, aby zapewnić płynny demontaż i chronić obudowy.
- Kontrola elementów tnących: Sprawdź stan ostrza zamiatającego i ostrzy płyty rolkowej. Praca z ostrzami w złym stanie powoduje przegrzanie i przedwczesne zużycie łożysk głównych.

Krytyczne szczegóły w montażu matrycowym
Słabe osadzenie jest główną przyczyną większości poprzecznych pęknięć zmęczeniowych. Typowe błędy montażowe obejmują:
- Brak solidnego wsparcia: Jeśli śruba mocująca zatrzymuje gwint - albo z powodu zbyt długiego gwintu, albo z powodu zabrudzenia - matryca nie jest mocno osadzona i jest skazana na pęknięcie z powodu zmęczenia.
- Problemy z centrowaniem: W przypadku stożkowych matryc centrujących bardzo ważne jest sprawdzenie prostopadłości. Nieprawidłowy montaż powoduje «przeskoki» i przeciążenia punktowe, które powodują pękanie bieżni.
- Montaż kołnierzowy: Upewnij się, że kołnierz matrycy nie dotyka dolnej części kołnierza, ponieważ uniemożliwi to prawidłowe zamocowanie i spowoduje pęknięcia poprzeczne.
Zużycie i nieprawidłowości w pracy
Zużycie matrycy różni się w zależności od charakteru przetwarzanego produktu. Podczas gdy produkty szlachetne wykazują zrównoważone zużycie, produkty wysoce ścierne przyspieszają niszczenie strefy ściskania.
Anomalie operacyjne często pozostawiają wyraźne ślady wizualne:
- Repiqueteada powierzchni: Bezpośredni objaw nadmiernego nacisku między rolkami a matrycą lub braku stałego podawania produktu.
- Zatkane odwierty: Mogą one wynikać z niewystarczającej lub nadmiernej kompresji w obszarach roboczych matrycy.

Chłodzenie
Gdy pelet opuszcza komorę peletowania, proces techniczny nie jest zakończony. Pelet opuszcza komorę z dużym obciążeniem termicznym i wilgocią, co w przypadku niewłaściwego zarządzania może zagrozić stabilności produktu i jego okresowi przydatności do spożycia. Ten końcowy etap zapewnia, że wysiłek włożony w kondycjonowanie i prasowanie przekłada się na produkt nadający się do sprzedaży i bezpieczny, unikając rozwoju grzybów podczas przechowywania.
Podstawy chłodzenia
chłodzenie opiera się na cyrkulacji powietrza przez masę granulek. Proces ten odbywa się poprzez wymianę ciepła jawnego, które przechodzi z produktu do powietrza, oprócz parowania wody obecnej w granulkach. Efektywność tej wymiany zależy od krytycznych zmiennych, takich jak temperatura i wilgotność granulatu, przepływ i temperatura powietrza oraz czas kontaktu między nimi.
Im niższa wilgotność i temperatura powietrza, tym większa transmisja ciepła i odparowanie wody. Ten proces suszenia jest niezbędny do usunięcia nadmiaru wody dodanej w postaci pary podczas granulowania, pozostawiając produkt w optymalnych wartościach do konserwacji. Należy jednak unikać nadmiernego suszenia, ponieważ prowadzi ono do bezpośredniego spadku masy końcowej produktu.
Wydajność systemu przeciwprądowego
Chociaż istnieją różne typy agregatów chłodniczych, pionowy agregat przeciwprądowy stał się najskuteczniejszym rozwiązaniem ze względu na swoją prostotę i wysoką wydajność.
W porównaniu z technologiami poziomymi lub kaskadowymi, system ten oferuje zdecydowane korzyści:
- Optymalizacja przestrzeni: Drastycznie zmniejsza zajmowaną przestrzeń zarówno pod względem wysokości, jak i powierzchni.
- Wydajność przepływu: Pozwala to zmniejszyć zapotrzebowanie na powietrze do 20%, oszczędzając energię i zmniejszając rozmiar komponentów.
- Kontrola wilgotności: Możliwość modyfikacji czasu przebywania (od 10 do 20 minut) w celu precyzyjnego dostosowania końcowej wilgotności produktu.
- Równomierność termiczna: Osiąga temperatury wylotowe bardzo zbliżone do temperatury otoczenia, zwykle z różnicą zaledwie 5°C.

Systemy przeciwpożarowe stanowią integralną część agregatu chłodniczego. Urządzenia te wykrywają anomalie termiczne i natychmiast reagują na wentylację i przepływ produktu, zatrzymując proces w celu ochrony integralności instalacji. Ochrona ta jest coraz bardziej konieczna ze względu na wysoki procent cieczy w nowoczesnych preparatach.
W przypadku operacji w środowiskach geograficznych o gorącym klimacie lub okresach wysokiej wilgotności, konwencjonalne agregaty chłodnicze mogą napotkać ograniczenia, ponieważ nie mogą obniżyć temperatury granulek poniżej temperatury otoczenia. W takich przypadkach stosuje się wyspecjalizowane systemy wtrysku zimnego, suchego powietrza. Technologia ta umożliwia osiągnięcie temperatury wylotowej niższej niż temperatura powietrza zewnętrznego, zapewniając stabilność granulatu nawet w ekstremalnych warunkach i poprawiając skuteczność separacji pyłu resztkowego.
Wnioski końcowe
Podsumowując niniejszy przewodnik, granulowanie pasz należy rozumieć jako precyzyjny ekosystem, w którym inżynieria mechaniczna i obróbka cieplna zbiegają się w celu maksymalizacji wartości odżywczej. Kluczem do sukcesu operacyjnego jest równowaga pięciu parametrów - powierzchni roboczej, średnicy, kąta kompresji, czasu przebywania i prędkości stycznej - zawsze dostosowanych do specyfiki każdego preparatu. Kondycjonowanie termiczne, które osiąga żelatynizację skrobi w temperaturze 83,7°C, w połączeniu z rygorystycznym protokołem konserwacji montażu matryc i regulacji walców, nie tylko gwarantuje eliminację bakterii i trwałość strukturalną granulatu, ale także zapewnia rentowność i długowieczność zakładu. Ostatecznie, wydajny proces chłodzenia, dostosowany do warunków geograficznych, stabilizuje produkt końcowy w celu bezpiecznej dystrybucji, konsolidując światowej klasy operację wspieraną przez dziesięciolecia doskonałości technicznej.
Często zadawane pytania (FAQ)
Czym jest granulowanie paszy?
Granulowanie pasz to proces mechaniczny i termiczny, który przekształca sproszkowane surowce w zwarte granulki poprzez zastosowanie ciśnienia, ciepła i wilgoci. Rezultatem jest jednorodny produkt o wyższej gęstości i strawności, który eliminuje możliwość mieszania i zapewnia jednolite dawkowanie wszystkich składników i leków w formule.
Jakie są najważniejsze parametry w procesie granulowania?
Pięć parametrów determinujących to powierzchnia robocza matrycy, średnica i szerokość matrycy, kąt kompresji, czas przebywania w otworze i prędkość styczna. Równowaga między tymi pięcioma zmiennymi, zawsze dostosowana do charakteru każdej formuły, decyduje o jakości granulatu, zużyciu energii i żywotności komponentów.
Jaki jest cel kondycjonowania termicznego przed granulacją?
Kondycjonowanie termiczne przygotowuje mąki przed wprowadzeniem do prasy poprzez kontrolowane zastosowanie pary i ciepła. Jego głównym celem jest osiągnięcie żelatynizacji skrobi od 83,7°C, która działa jak naturalne spoiwo i poprawia spójność peletu. Jest to również najskuteczniejsza bariera przed patogenami, takimi jak Salmonella, która wymaga temperatury między 88 a 90°C utrzymywanej przez co najmniej 0,5 do 1,5 minuty w celu eliminacji.
Jaka jest różnica między standardowym kondycjonerem a ekspanderem?
Standardowy kondycjoner działa przy krótkich czasach retencji od 10 do 15 sekund i temperaturach od 70 do 80°C i jest odpowiedni dla konwencjonalnych formuł. Ekspander natomiast poddaje produkt ciśnieniu od 20 do 30 barów przez 5 sekund, osiągając temperaturę do 130°C. Gwarantuje to całkowitą eliminację bakteriologiczną i umożliwia dodawanie dużych ilości płynów, z którymi konwencjonalna odżywka nie może sobie poradzić.
Dlaczego w procesie granulowania powstają cząstki stałe i jak można je zredukować?
Drobiny są bezpośrednim wynikiem niewystarczającego czasu przebywania w otworach matrycy, nieodpowiedniej powierzchni roboczej dla trudności produktu lub słabego kondycjonowania termicznego. Najskuteczniejszym rozwiązaniem nie jest zwiększanie ciśnienia lub rozdzielanie walców, ale prawidłowe zwymiarowanie powierzchni matrycy, tak aby produkt przepływał z odpowiednim oporem, a skrobia i białka miały czas na osadzenie się przed wyrzuceniem granulek.
Jakiej prędkości stycznej powinienem użyć w zależności od rodzaju posuwu?
Optymalna prędkość różni się w zależności od trudności zagęszczania i wrażliwości termicznej formuły. W przypadku pasz dla drobiu o wysokiej zawartości zbóż zaleca się od 7 do 8 m/s. W przypadku pasz dla świń, królików i wołowiny z błonnikiem i melasą zaleca się od 6 do 7 m/s. W przypadku produktów o wysokiej zawartości włókien i wrażliwych na ciepło, takich jak lucerna lub słoma, od 5,5 do 6 m/s. Niewłaściwa prędkość prowadzi do przegrzania lub utraty wartości odżywczych.
Jak często należy wymieniać matrycę pelleciarki?
Nie ma stałej częstotliwości, ponieważ zużycie zależy od rodzaju przetwarzanego produktu, ścieralności składników i prawidłowej regulacji walców. Wskaźniki sygnalizujące potrzebę wymiany to pojawienie się drgających powierzchni, powtarzające się zatykanie otworów i postępujący spadek jakości granulek wraz ze wzrostem drobnych cząstek. Protokół konserwacji zapobiegawczej z regularnym sprawdzaniem regulacji rolek i smarowaniem elementów złącznych znacznie wydłuża żywotność matrycy.
Dlaczego chłodzenie peletu po peletyzacji jest ważne?
Pelet opuszcza komorę peletowania z wysoką temperaturą i wilgotnością, co bez odpowiedniego chłodzenia sprzyja rozwojowi grzybów podczas przechowywania i zagraża stabilności produktu. Pionowa chłodnica przeciwprądowa jest najbardziej wydajnym rozwiązaniem: zmniejsza zużycie powietrza nawet o 20%, umożliwia regulację czasu przebywania w zakresie od 10 do 20 minut i osiąga temperaturę wylotową zaledwie 5°C powyżej temperatury otoczenia.


