Hinter jeder Tonne pelletierten Futters steht ein empfindliches Gleichgewicht zwischen Druck, Temperatur, Oberfläche und Geschwindigkeit. Wenn dieses Gleichgewicht nicht stimmt, zahlt die Anlage dafür mit Feinanteilen, vorzeitigem Verschleiß und einem explodierenden Energieverbrauch. Die Pelletierung von Futtermitteln ist nicht nur mechanisch, sondern auch feinmechanisch. Dieser technische Leitfaden führt Sie durch den gesamten Prozess - Betriebsparameter, thermische Konditionierung, Wartung und Kühlprotokolle - mit dem einzigen Ziel, dass Ihre Anlage mehr, besser und zu geringeren Kosten produziert.
Grundlagen der Pelletierung
Pelletierung ist nicht einfach als das Formen eines Gemisches zu verstehen, sondern ist ein komplexer mechanischer und thermischer Prozess. Es handelt sich um einen komplexen mechanischen und thermischen Prozess, bei dem feste und pulverförmige Stoffe einem hohen Druck ausgesetzt werden, um einen Zustand dauerhafter Agglomeration der Partikel zu erreichen. Dieser physikalische Phasenwechsel verändert nicht nur das äußere Erscheinungsbild, sondern wirkt sich auch positiv auf die Strukturelemente der Inhaltsstoffe aus und ermöglicht eine höhere metabolische Verwertung bei der Aufnahme.
Aus strategischer Sicht bietet dieses Verfahren zwei Vorteile:
- Für den HerstellerDichte: Es wird eine kritische Erhöhung der Dichte erreicht, wodurch Transport und Lagerung optimiert werden. Außerdem bietet sie eine größere Elastizität für die Änderung von Formulierungen und ermöglicht die Einarbeitung von Arzneimitteln ohne das Risiko von Dosierungsfehlern.
- Für den ViehzüchterDie Möglichkeit der Entmischung wird ausgeschlossen, so dass das Tier keine selektive Auswahl von Zutaten oder Medikamenten treffen kann. Die Wärmebehandlung sorgt auch für die Beseitigung von Bakterien und verbessert die Futterverwertung durch erhöhte Verdaulichkeit.

Maßgebliche operative Parameter
Um ein Gleichgewicht zwischen Leistung, Produktion und Qualität zu erreichen, müssen bei der Planung des Vorgangs fünf entscheidende Variablen berücksichtigt werden, die sich direkt auf das Verhalten des Rohmaterials in der Maschine auswirken:
I. Arbeitsfläche
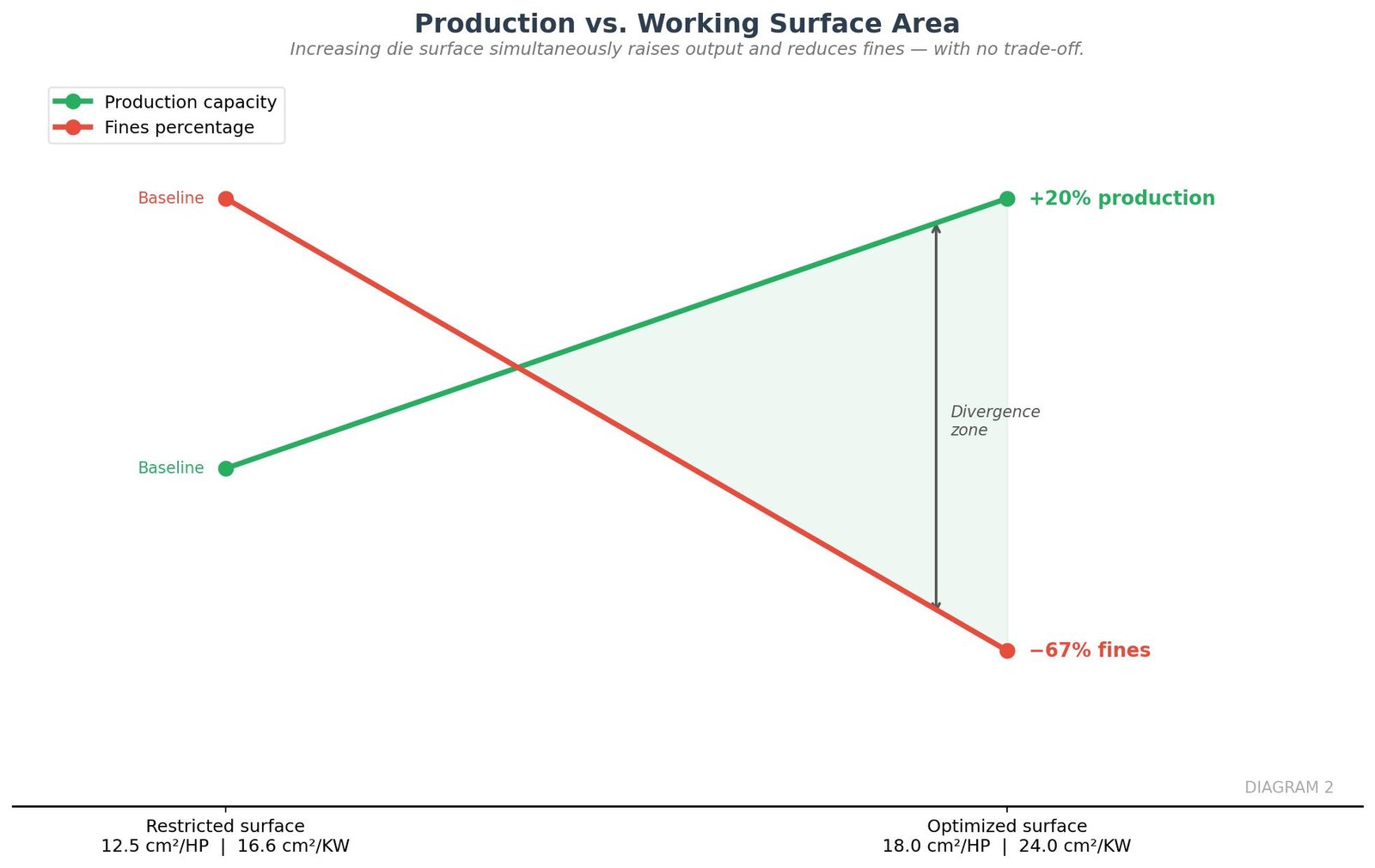
Die Arbeitsfläche der Matrix ist nicht nur eine physikalische Größe, sondern der entscheidende Faktor, der die Effizienz des gesamten Pelletierprozesses bestimmt. In der modernen Industrie, in der die Rezepturen aufgrund des hohen Anteils an Fasern und flüssigen Zusatzstoffen wie Fetten oder Melasse immer komplexer werden, wird eine reduzierte Oberfläche zu einem betrieblichen Engpass. Wenn der Bediener mit einer für die Schwierigkeit des Produkts unzureichenden Oberfläche arbeitet, ist er gezwungen, auf eine hohe Kompression zurückzugreifen, um zu versuchen, die Integrität des Granulats zu erhalten. Dieser Überdruck setzt einen Kreislauf der Ineffizienz in Gang, bei dem der Energieverbrauch in die Höhe schießt, während die tatsächliche Produktion exponentiell sinkt.
Ein Nebeneffekt des Betriebs unter diesen schweren Bedingungen ist der ungleichmäßige Verschleiß zwischen der Düse und den Walzen. Die mechanischen Schwierigkeiten beim Extrudieren des Materials führen zu einer hohen Belastung der Maschine und zu hohen vorzeitigen Wartungskosten.
Es gibt auch eine gängige, aber technisch nicht zu empfehlende Praxis: die Trennung der Walzen und die Verringerung des Mehlstroms. Dies soll zwar die Verweilzeit des Produkts in den Löchern verlängern, um die Verdichtung zu verbessern, führt aber in der Realität zu einem übermäßigen Schlupf zwischen der Matrize und den Walzen. Dieses System ist ineffizient, da ein Großteil der eingesetzten Energie nicht für die Granulierung verwendet wird, sondern als Abwärme verloren geht, was die Lebensdauer der gesamten mechanischen Baugruppe stark beeinträchtigt.
Stattdessen ermöglicht ein Design, das auf einer optimierten Oberfläche der Matrize basiert, das richtige Fließen des Materials und gewährleistet eine natürliche und effektive Verweilzeit in den Öffnungen. Diese technische Konfiguration gewährleistet eine überlegene Leistung und eine gleichbleibende Pelletqualität mit einem minimalen Anteil an Feinanteilen. Da die Mechanik der Presse nicht unter Druck gesetzt werden muss, wird eine längere Lebensdauer der Verschleißteile und ein wesentlich kostengünstigeres Verhältnis von Energie zu Leistung erreicht. Dieser Ansatz ermöglicht sowohl die Optimierung bestehender Maschinen als auch die Konstruktion neuer Anlagen, die immer anspruchsvollere Rezepturen verarbeiten können.
II. Durchmesser und Breite der Matrix
Diese Abmessungen bestimmen die Verteilungskapazität und sind entscheidend für die Verkleisterung der Stärke und die Beseitigung von Bakterien. Eine Vergrößerung des Durchmessers führt zu einer besseren Verteilung des Produkts auf der Arbeitsfläche, wodurch der Konditionierer längere Verweilzeiten bewältigen kann, ohne die Pelletierkammer zu sättigen. Eine schlecht berechnete Breite (Dicke) kann zu ungleichmäßigem Verschleiß, unnötig hohem Energieverbrauch und Qualitätseinbußen führen, je nach der thermischen Empfindlichkeit der jeweiligen Rezeptur.
III. der Kompressionswinkel (α)
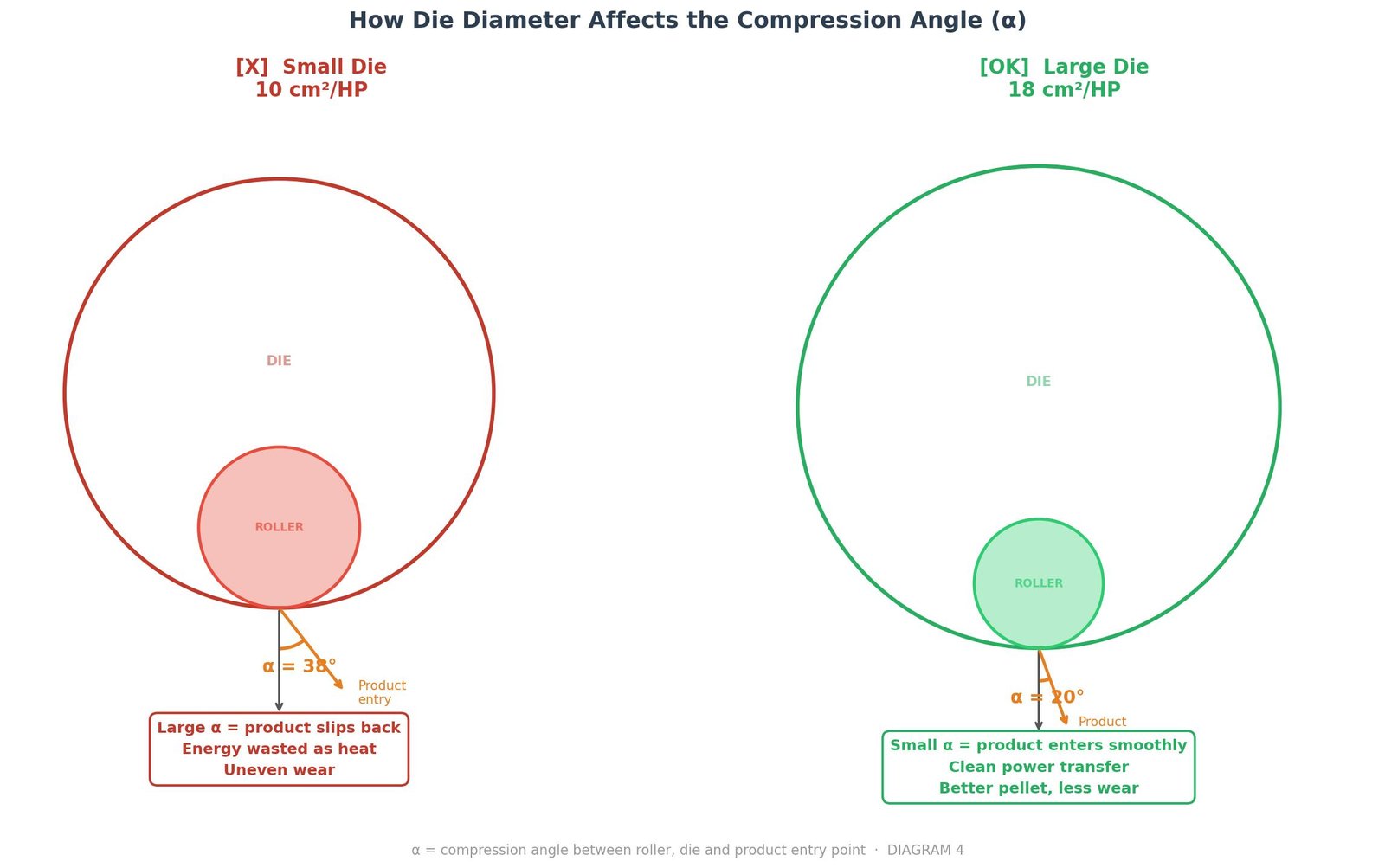
Der Kompressionswinkel stellt das physikalische Verhältnis zwischen der Walze, der Düse und dem Einlauf des zu komprimierenden Produkts (α) dar. Eine optimierte Konstruktion zielt darauf ab, diesen Winkel zu verringern, um sicherzustellen, dass die mechanische Kraft in Extrusion umgesetzt wird und nicht durch ineffiziente Reibung Energie verschwendet wird.
Wenn das Design der Matrize nicht für die Rezeptur geeignet ist, kann der Anstellwinkel zu steil werden, was zu einem Abstoßungseffekt führt, bei dem das Mehl dazu neigt, nach hinten zu rutschen, anstatt durch die Matrizenlöcher gedrückt zu werden. Dieser mechanische Widerstand führt dazu, dass die Motorleistung aufgrund des Schlupfes zwischen der Matrize und der Walze in Abwärme umgewandelt wird, was die Temperatur der Komponenten erhöht, ohne die eigentliche Produktion zu steigern.
Die wirksamste technische Strategie zur Optimierung dieses Faktors ist die Vergrößerung des Matrizendurchmessers. Durch die Vergrößerung des Radius der Matrize wird eine glattere Kontaktbahn und ein viel progressiverer Anstellwinkel erreicht. Diese Verkleinerung des Winkels (α) gewährleistet eine saubere und direkte Kraftübertragung, so dass das Produkt gleichmäßig über die Arbeitsfläche verteilt wird und mit minimalem Widerstand in die Löcher eindringt. Das Ergebnis ist ein hervorragendes kohäsives Granulat, ein konstanter Produktionsfluss und eine Reduzierung der für den Prozess erforderlichen mechanischen Belastung.
IV. Dauer des Aufenthalts
Dieser Parameter wirkt wie eine mechanische Aushärtungsphase: Ein längerer Aufenthalt des Produkts in der Öffnung ermöglicht es den Reibungskräften und der Restwärmebehandlung, die Komponenten der Rezeptur fertig zu plastifizieren, wodurch sichergestellt wird, dass das Pellet seine maximale strukturelle Haltbarkeit erreicht, bevor es ausgeworfen wird.
Nach den aufgezeichneten technischen Berechnungen ist es möglich, diese Zeit für Matrizen mit einer Konfiguration von 4 × 60 zu optimieren, indem das Verhältnis zwischen Oberfläche und Leistung so angepasst wird, dass die Verweilzeit von 1,3 Sekunden auf 1,5 Sekunden erhöht wird, was eine Steigerung der effektiven Verdichtungszeit um 15% bedeutet, während gleichzeitig hohe Produktionskapazitäten von bis zu 12.000 kg/h beibehalten werden.
Der technische Schlüssel zur Beherrschung dieses Faktors liegt in der richtigen Dimensionierung der Matrizenoberfläche, wobei ineffiziente Praktiken wie die erzwungene Reduzierung des Produktflusses oder die Trennung der Walzen vermieden werden. Eine ausgewogene Verweilzeit, die sich aus der richtigen Auslegung der Matrize ergibt, stellt sicher, dass das Granulat über den notwendigen Spielraum verfügt, damit sich Stärke und Proteine fest absetzen können, was zu einer drastischen Verringerung des Feinanteils und zu einer besseren Widerstandsfähigkeit gegenüber Transport und weiterer Handhabung führt.
Auf diese Weise ist die Verweilzeit keine Zufallsvariable mehr, sondern eine direkte Folge des Gleichgewichts zwischen der Aufnahmekapazität der Maschine und den physischen Anforderungen der Formulierung.
V. Tangentiale Geschwindigkeit
Die Tangentialgeschwindigkeit ist der Parameter, der die Pelletierkapazität mit der physikalisch-chemischen Beschaffenheit des Produkts koordiniert und sich direkt auf den Energieverbrauch und die Empfindlichkeit des Materials gegenüber der während des Prozesses erzeugten Wärme auswirkt. Es gibt keine allgemeingültige Geschwindigkeit; die Rotation der Matrize muss je nach Schwierigkeit der Verdichtung des Produkts und der Temperatur, die seine Bestandteile vertragen, angepasst werden.
Eine falsche Geschwindigkeit kann zu übermäßigem Stromverbrauch oder zum Verlust des Nährwerts aufgrund von Überhitzung des Produkts führen.
In der betrieblichen Praxis werden die Produkte in drei große Kategorien eingeteilt, um ihre ideale Geschwindigkeit zu bestimmen:
- Geflügelfutter: mit hohem Korngehalt und guter Wärmetoleranz. Sie ermöglichen hohe Tangentialgeschwindigkeiten von 7 bis 8 m/Sekunde und maximieren die Produktion, ohne die Integrität des Granulats zu beeinträchtigen.
- Futtermittel für Schweine, Kaninchen und Rinder: Formulierungen, die in der Regel einen hohen Anteil an Fasern und flüssigen Stoffen wie Melasse enthalten. Die optimale Geschwindigkeit liegt zwischen 6 und 7 m/Sekunde.
- Stark faserige Produkte: Materialien mit geringer Dichte, die sehr hitzeempfindlich sind, wie Alfalfa oder Stroh. Sie erfordern niedrige Geschwindigkeiten mit einem empfohlenen Bereich von 5,5 bis 6 m/Sekunde. Die geringere Geschwindigkeit begrenzt die Reibungswärme und erleichtert das gleichmäßige Füllen der Matrizenlöcher.
| Parameter | Hauptfunktion | Häufiger Fehler | Optimale Lösung | Wichtige Daten |
|---|---|---|---|---|
| I. Arbeitsfläche | Bestimmt den Gesamtwirkungsgrad. Reguliert den Materialfluss und die natürliche Verweilzeit in den Öffnungen. | Trennen Sie die Rollen und reduzieren Sie den Durchfluss. Erzeugt Schlupf und leitet die Energie in Abwärme ab. | Optimierte Matrix: korrekter Fluss ohne mechanische Belastung. Weniger Feinanteile und längere Lebensdauer. | Eine unzureichende Oberfläche führt zum Energieverbrauch und reduziert die Produktion exponentiell. |
| II. Durchmesser und Breite | Definiert die Fähigkeit, das Produkt auf der Arbeitsfläche zu verteilen. | Unzureichend berechnete Breite: ungleichmäßiger Verschleiß und unnötiger Energieverbrauch. | Größerer Durchmesser: bessere Produktverteilung und gleichmäßige Lastverteilung. | Der Durchmesser wirkt sich direkt auf den Kompressionswinkel (Parameter III) aus. |
| III. der Kompressionswinkel (α) | Sie kontrolliert, dass die mechanische Kraft in tatsächliche Extrusion und nicht in ineffiziente Reibung umgesetzt wird. | Steiler Winkel: Das Mehl rutscht nach hinten und der Motor erzeugt Wärme, ohne zu produzieren. | Vergrößerung des Matrixdurchmessers: verringert α und verbessert den Zusammenhalt der Körner. | Der reduzierte Winkel gewährleistet eine saubere Kraftübertragung und ein gleichmäßiges Eindringen. |
| IV. Dauer des Aufenthalts | Mechanische Aushärtungsphase: Stärke und Proteine können sich absetzen, bevor das Pellet ausgeworfen wird. | Die Verringerung des Durchflusses oder die gewaltsame Trennung der Rollen erhöht nicht die Betriebszeit, sondern führt nur zu Verschleiß. | Richtige Dimensionierung der Oberfläche: Die optimale Zeit ist eine Folge des Designs. | 4×60 Konfiguration: von 1,3 s bis 1,5 s = +15% effektive Verdichtung bei 12.000 kg/h. |
| V. Tangentiale Geschwindigkeit | Koordiniert die Pelletierung mit der physikochemischen Beschaffenheit des Produkts. Regelt die Wärmeerzeugung und den Stromverbrauch. | Falsche Geschwindigkeit: Überhitzung oder übermäßiger Verbrauch. Verlust des Nährwerts. | Geflügel: 7-8 m/s - Schweine/Rinder: 6-7 m/s - Alfalfa/Stroh: 5,5-6 m/s | Es gibt keine allgemeingültige Geschwindigkeit: Sie muss je nach Verdichtungsschwierigkeit und Wärmetoleranz angepasst werden. |
Thermische Konditionierung
Die Konditionierung ist die vorbereitende Phase, in der die Mehle einer Wärme- und Feuchtigkeitsbehandlung unterzogen werden, bevor sie in die Presse gelangen. Das Hauptziel ist die Verkleisterung der Stärke, ein physikalisch-chemischer Prozess, der bei 83,7 °C beginnt. Diese Umwandlung ist wichtig, da sie als natürliches Bindemittel fungiert, das das Material verdichtet und dem Granulat eine feste und widerstandsfähige Struktur verleiht.
Neben den strukturellen Vorteilen ist die ordnungsgemäße Konditionierung das Haupthindernis für die bakteriologische Beseitigung, insbesondere von Krankheitserregern wie Salmonellen, die eine strenge Kontrolle der Temperatur (ca. 88-90 °C) und der Kontaktzeit (0,5 bis 1,5 Minuten) erfordern, um wirksam abgetötet zu werden.

Die Dampf-Installationsrampe
Für ein erfolgreiches Verfahren ist die Verwendung von gesättigtem und trockenem Dampf erforderlich, der kein flüssiges Wasser enthält, das die Pelletierung behindern und die Mischung abkühlen könnte. Aus technischer Sicht muss die Anlage über einen Kessel verfügen, der einen Mindestbetriebsdruck von 6 kg/cm² aufrechterhalten kann, um eine konstante und hochwertige Versorgung zu gewährleisten. Idealerweise sollte eine Dampframpe so nah wie möglich an den Konditionierern installiert werden, um die Stabilität des Systems zu gewährleisten. Diese Rampe umfasst in der Regel dreifach wirkende Wasserabscheider und ein Reduzierventil, mit dem der Druck je nach den spezifischen Bedürfnissen der Anlage zwischen 1,5 und 3 kg/cm² geregelt werden kann. Obwohl die Werte schwanken können, wird der Dampfverbrauch im Allgemeinen auf etwa 5% der Produktion geschätzt, wenn man bedenkt, dass jede Temperaturerhöhung um 10°C dem Produkt normalerweise 0,6% zusätzliche Feuchtigkeit hinzufügt.
Konditionierungs- und Reifungstechnologien
Je nach den Bedürfnissen der Formel und der Investition stehen verschiedene technologische Lösungen zur Verfügung:
- Standard-Konditionierer: Ein zylindrischer Körper mit einer variabel positionierbaren Paddelwelle sorgt für eine homogene Durchmischung von Dampf und Flüssigkeiten. Er arbeitet mit kurzen Verweilzeiten von 10 bis 15 Sekunden bei Temperaturen von 70°C bis 80°C.
- Thermo-Konditionierer: Er ermöglicht Haltezeiten von 1 bis 1,5 Minuten und Temperaturen bis zu 100°C. Er verfügt über einen Frequenzumrichter zur Einstellung der optimalen Geschwindigkeit und eine externe Dampfkammer, die zusätzliche Wärme liefert, ohne überschüssige Feuchtigkeit zuzuführen. Ideal für flüssige, gesättigte Mehle.
- Reifung: Bei Prozessen, die eine längere Reifung von Mehlen mit Flüssigkeiten erfordern, wird vor dem Pelletieren etwa 20 Minuten lang bei einer Temperatur von 60°C bis 70°C gearbeitet.
- Expander: Druckaufbereiter, der das Produkt für 5 Sekunden einem Druck von 20 bis 30 bar aussetzt. Der Druckaufbereiter erreicht Temperaturen von bis zu 130°C, was eine vollständige bakteriologische Eliminierung garantiert und die massive Einarbeitung von Flüssigkeiten erleichtert.
Konditionierung je nach Futtermittelart
Jede Formulierung erfordert ein anderes Wärmemanagement, um Betriebsausfälle zu vermeiden:
- Stärkehaltiges Futter (Geflügel): Sie benötigen eine Luftfeuchtigkeit von annähernd 17-18% und starke Hitze, um eine teilweise Verkleisterung zu erreichen.
- Melazados Feed: Die Zugabe von Dampf sollte mäßig sein, da Melasse 26% Wasser liefert. Es wird empfohlen, die Melasse auf 93°C vorzuwärmen, um die Feuchtigkeitsgrenzen nicht zu überschreiten.
- Wärmeempfindliche Futtermittel: Diejenigen mit Trockenmilch oder Zucker beginnen bei 60°C zu karamellisieren. Die Zugabe von Dampf sollte auf ein Minimum reduziert werden, und es sollten dünne Formen verwendet werden, um die Reibungswärme zu verringern.
- Harnstoff-Futtermittel: Sie erfordern eine minimale Dampfzugabe, da Wärme und Feuchtigkeit die Löslichkeit des Harnstoffs erhöhen, wodurch sich das Produkt wie eine Flüssigkeit verhält und übermäßig nass wird.
Wartungsprotokolle
Um die Lebensdauer der Matrize und der Walzen zu verlängern, ist es unerlässlich, die Montage- und Einstellverfahren Schritt für Schritt zu befolgen.
Rollenverstellung
Der Ansatz der Walzen Die Annäherung der Rollen an die Matrize ist die wichtigste Sicherheitsmaßnahme der Maschine. Das Grundprinzip besagt, dass die Walzen immer nach links gedreht werden müssen, entgegen der Drehrichtung der Matrize, um sie anzunähern. Durch diese Konfiguration wird sichergestellt, dass die Walze bei einem versehentlichen Eindringen eines Metallkörpers in die Maschine nachgibt und sich von der Matrize löst, um einen Bruch zu verhindern.
Wird die Einstellung in umgekehrter Richtung vorgenommen, würden sich die Rollen bei Überlast öffnen, was unvermeidliche Strukturschäden zur Folge hätte.
Bei Granulatoren mit automatischen Einstellsystemen wird der Betrieb wesentlich schneller und sicherer. Diese Systeme machen komplexe individuelle Einstellungen überflüssig und ermöglichen es dem Bediener, den Walzendruck zentral und gleichmäßig zu steuern. Durch die Betätigung eines einzigen Drehknopfes oder Steuermechanismus wird der Verschleiß aller Walzen gleichzeitig ausgeglichen, so dass die Pelletierleistung mit absoluter Präzision verteilt wird.
Änderung und Ersetzung der Matrix
Der Umrüstvorgang beginnt mit dem Ausbau der Vorschubelemente und der Entfernung der Rollen. In Situationen, in denen die Matrize blockiert ist, müssen spezielle Abziehschrauben verwendet werden, die an der Antriebstrommel angebracht sind.
Die Hauptpflege bei diesem Austausch umfasst:
- Gründliche Reinigung: Reinigen Sie das Gehäuse in der Lochplatte gründlich und entfernen Sie Mehlansammlungen, die Befestigungslöcher und den Zentrierstift.
- Vorbeugende Schmierung: Tragen Sie Schmierfett auf den Matrizenring und die Befestigungsschrauben auf, um eine reibungslose Demontage zu gewährleisten und die Gehäuse zu schützen.
- Kontrolle der Schneidelemente: Überprüfen Sie den Zustand des Kehrblatts und der Rollplattenblätter. Die Arbeit mit Klingen in schlechtem Zustand führt zu Überhitzung und vorzeitigem Verschleiß der Hauptlager.

Kritisches Detail bei der Matrixmontage
Schlechter Sitz ist die Hauptursache für die meisten Ermüdungsbrüche in Querrichtung. Zu den häufigen Montagefehlern gehören:
- Mangel an solider Unterstützung: Wenn die Befestigungsschraube das Gewinde stoppt - entweder weil sie zu lang ist oder weil sie verschmutzt ist -, sitzt die Matrize nicht fest und ist durch Ermüdung zum Bruch verurteilt.
- Probleme bei der Zentrierung: Bei konischen Zentrierbacken ist es wichtig, die Rechtwinkligkeit zu prüfen. Ein falscher Einbau führt zu «Ausrutschern» und punktuellen Überlastungen, die die Laufbahn zerbrechen lassen.
- Flanschbefestigung: Achten Sie darauf, dass der Flansch der Matrize nicht den Boden des Flansches berührt, da dies eine ordnungsgemäße Befestigung verhindern und Querbrüche verursachen würde.
Verschleiß und Anomalien bei der Arbeit
Der Matrixverschleiß variiert je nach Art des verarbeiteten Produkts. Während edle Produkte einen ausgeglichenen Verschleiß aufweisen, beschleunigen stark abrasive Produkte die Verschlechterung der Kompressionszone.
Betriebsbedingte Anomalien hinterlassen oft deutliche visuelle Spuren:
- Repiqueteada Oberfläche: Unmittelbares Symptom für einen zu hohen Druck zwischen Walzen und Matrize oder für eine unzureichende Produktzufuhr.
- Verstopfte Bohrlöcher: Sie können auf eine unzureichende oder übermäßige Kompression in den Arbeitsbereichen der Matrize zurückzuführen sein.

Kühlung
Sobald das Pellet die Pelletierkammer verlässt, ist der technische Prozess noch nicht abgeschlossen. Das Pellet verlässt die Kammer mit einer hohen Wärme- und Feuchtigkeitsbelastung, die, wenn sie nicht korrekt gehandhabt wird, die Stabilität des Produkts und seine Haltbarkeit beeinträchtigen würde. In dieser letzten Phase wird sichergestellt, dass die Konditionierung und das Pressen in ein vermarktungsfähiges und sicheres Produkt umgesetzt werden, um die Entwicklung von Pilzen während der Lagerung zu vermeiden.
Die Grundlagen der Kühlung
Die Kühlung beruht auf der Zirkulation von Luft durch die Granulatmasse. Dieser Prozess erfolgt durch den Austausch von fühlbarer Wärme, die vom Produkt an die Luft abgegeben wird, sowie durch die Verdampfung des im Granulat enthaltenen Wassers. Die Effizienz dieses Austauschs hängt von kritischen Variablen wie der Temperatur und der Feuchtigkeit des Granulats, der Strömung und der Temperatur der Luft sowie der Kontaktzeit zwischen beiden ab.
Je niedriger die Luftfeuchtigkeit und die Lufttemperatur sind, desto größer sind die Wärmeübertragung und die Wasserverdunstung. Dieser Trocknungsprozess ist unerlässlich, um das überschüssige Wasser, das beim Pelletieren in Form von Wasserdampf zugeführt wird, zu entfernen, so dass das Produkt innerhalb der optimalen Werte für die Konservierung bleibt. Eine übermäßige Trocknung sollte jedoch vermieden werden, da sie zu einem direkten Rückgang des Endgewichts des Produkts führt.
Effizienz des Gegenstromsystems
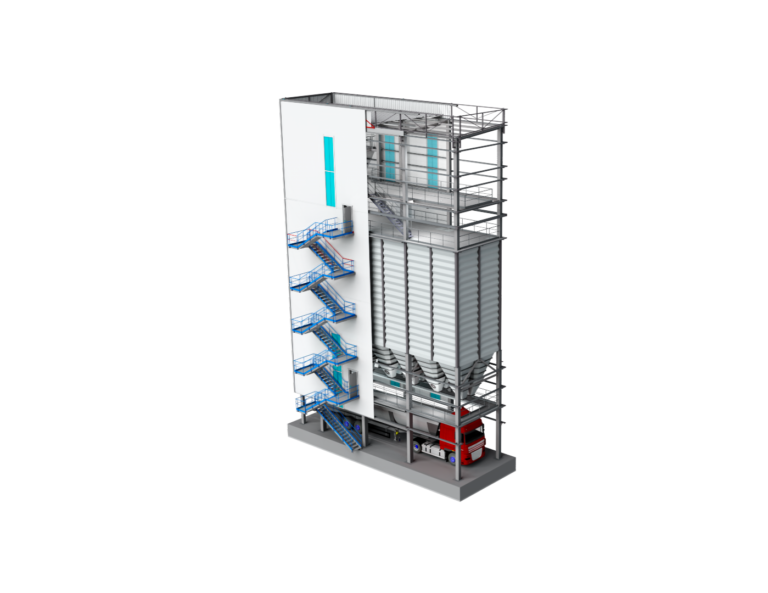
Obwohl es verschiedene Arten von Kältemaschinen gibt, hat sich die vertikale Gegenstromkältemaschine aufgrund ihrer Einfachheit und hohen Leistung als die effektivste Lösung durchgesetzt.
Im Vergleich zu horizontalen oder kaskadierten Technologien bietet dieses System eindeutige Vorteile:
- Raumoptimierung: Der Platzbedarf wird sowohl in der Höhe als auch in der Fläche drastisch reduziert.
- Durchflussleistung: Sie ermöglicht eine Verringerung des Luftbedarfs um bis zu 20%, wodurch Energie gespart und die Größe der Bauteile reduziert wird.
- Kontrolle der Luftfeuchtigkeit: Möglichkeit, die Verweilzeit zu ändern (10 bis 20 Minuten), um die Endfeuchtigkeit des Produkts genau einzustellen.
- Thermische Gleichmäßigkeit: Es erreicht Vorlauftemperaturen, die sehr nahe an der Umgebungstemperatur liegen, in der Regel mit einem Unterschied von nur 5°C.

Brandschutzsysteme sind als integraler Bestandteil in die Kältemaschine eingebaut. Diese Vorrichtungen erkennen thermische Anomalien und greifen sofort in die Belüftung und den Produktfluss ein und stoppen den Prozess, um die Integrität der Anlage zu schützen. Dieser Schutz ist aufgrund des hohen Anteils an Flüssigkeiten in modernen Rezepturen zunehmend erforderlich.
Bei Einsätzen in geografischen Umgebungen mit heißem Klima oder hoher Luftfeuchtigkeit können herkömmliche Kühlanlagen an ihre Grenzen stoßen, da sie die Granulattemperatur nicht unter die Umgebungstemperatur senken können. In diesen Fällen werden spezielle Systeme eingesetzt, die kalte, trockene Luft einblasen. Diese Technologie ermöglicht es, niedrigere Austrittstemperaturen als die der Außenluft zu erreichen, wodurch die Stabilität des Granulats auch unter extremen Bedingungen gewährleistet und die Effizienz der Reststaubabscheidung verbessert wird.
Abschließende Schlussfolgerungen
Zum Abschluss dieses Leitfadens muss die Futtermittelpelletierung als ein Präzisionsökosystem verstanden werden, in dem Maschinenbau und Wärmebehandlung zusammenkommen, um den Nährwert zu maximieren. Der Schlüssel zum betrieblichen Erfolg liegt in der Ausgewogenheit der fünf Parameter - Arbeitsfläche, Durchmesser, Kompressionswinkel, Verweilzeit und Tangentialgeschwindigkeit -, die stets an die spezifischen Eigenschaften der jeweiligen Rezeptur angepasst werden. Die thermische Konditionierung, mit der eine Verkleisterung der Stärke bei 83,7 °C erreicht wird, in Verbindung mit einem strengen Wartungsprotokoll für den Zusammenbau der Matrizen und die Regulierung der Walzen, garantiert nicht nur die bakteriologische Beseitigung und die strukturelle Beständigkeit des Granulats, sondern auch die Rentabilität und Langlebigkeit der Anlage. Schließlich stabilisiert ein effizienter, an die geografischen Bedingungen angepasster Kühlprozess das Endprodukt für einen sicheren Vertrieb und konsolidiert einen Betrieb von Weltrang, der auf jahrzehntelanger technischer Exzellenz beruht.
Häufig gestellte Fragen (FAQ)
Das Pelletieren von Futtermitteln ist ein mechanisches und thermisches Verfahren, bei dem pulverförmige Rohstoffe durch Anwendung von Druck, Wärme und Feuchtigkeit in kompakte Pellets verwandelt werden. Das Ergebnis ist ein homogenes Produkt mit höherer Dichte und Verdaulichkeit, das die Möglichkeit einer Entmischung ausschließt und eine gleichmäßige Dosierung aller Inhaltsstoffe und Medikamente in der Rezeptur gewährleistet.
Die fünf entscheidenden Parameter sind die Arbeitsfläche der Matrize, der Durchmesser und die Breite der Matrize, der Kompressionswinkel, die Verweilzeit in der Bohrung und die Tangentialgeschwindigkeit. Das Gleichgewicht zwischen diesen fünf Variablen, das immer auf die Art der jeweiligen Rezeptur abgestimmt ist, bestimmt die Qualität des Granulats, den Energieverbrauch und die Lebensdauer der Komponenten.
Bei der thermischen Konditionierung werden die Mehle durch die kontrollierte Anwendung von Dampf und Wärme vorbereitet, bevor sie in die Presse gelangen. Ihr Hauptziel ist die Verkleisterung der Stärke ab 83,7 °C, die als natürliches Bindemittel wirkt und den Zusammenhalt des Pellets verbessert. Sie ist auch die wirksamste Barriere gegen Krankheitserreger wie Salmonellen, die nur bei Temperaturen zwischen 88 und 90 °C und einer Dauer von mindestens 0,5 bis 1,5 Minuten abgetötet werden können.
Der Standardkonditionierer arbeitet mit kurzen Verweilzeiten von 10 bis 15 Sekunden und Temperaturen von 70 bis 80°C und ist für herkömmliche Formulierungen geeignet. Der Expander hingegen setzt das Produkt 5 Sekunden lang einem Druck von 20 bis 30 bar aus und erreicht dabei eine Temperatur von bis zu 130°C. Dies garantiert eine vollständige bakteriologische Eliminierung und ermöglicht die Einarbeitung großer Flüssigkeitsmengen, die ein herkömmlicher Konditionierer nicht verarbeiten kann.
Feinteile sind eine direkte Folge einer unzureichenden Verweilzeit in den Matrizenlöchern, einer für die Schwierigkeit des Produkts unzureichenden Arbeitsfläche oder einer schlechten thermischen Konditionierung. Die wirksamste Lösung besteht nicht darin, den Druck zu erhöhen oder die Walzen zu trennen, sondern die Oberfläche der Matrize richtig zu bemessen, damit das Produkt mit dem richtigen Widerstand fließt und die Stärken und Proteine Zeit haben, sich abzusetzen, bevor das Granulat ausgestoßen wird.
Die optimale Geschwindigkeit hängt von der Schwierigkeit der Verdichtung und der Wärmeempfindlichkeit des Futters ab. Für Geflügelfutter mit hohem Getreideanteil werden 7 bis 8 m/s empfohlen. Für Schweine-, Kaninchen- und Rinderfutter mit Fasern und Melasse wird eine Geschwindigkeit von 6 bis 7 m/s empfohlen. Bei stark faserigen und hitzeempfindlichen Produkten wie Luzerne oder Stroh zwischen 5,5 und 6 m/s. Eine falsche Geschwindigkeit führt zur Überhitzung oder zum Verlust des Nährwerts.
Es gibt keine feste Häufigkeit, da der Verschleiß von der Art des verarbeiteten Produkts, der Abrasivität der Zutaten und der richtigen Einstellung der Walzen abhängt. Indikatoren für die Notwendigkeit eines Austauschs sind das Auftreten von klappernden Oberflächen, das wiederholte Verstopfen von Löchern und eine zunehmende Verschlechterung der Granulatqualität mit einer Zunahme des Feinanteils. Ein vorbeugendes Wartungsprotokoll mit regelmäßiger Überprüfung der Walzeneinstellung und Schmierung der Befestigungselemente verlängert die Lebensdauer der Matrize erheblich.
Die Pellets verlassen die Pelletierkammer mit hoher Temperatur und Feuchtigkeit, was ohne angemessene Kühlung die Entwicklung von Pilzen während der Lagerung begünstigt und die Stabilität des Produkts beeinträchtigt. Der vertikale Gegenstromkühler ist die effizienteste Lösung: Er senkt den Luftverbrauch um bis zu 20%, ermöglicht die Einstellung der Verweilzeit zwischen 10 und 20 Minuten und erreicht Austrittstemperaturen von nur 5°C über der Umgebungstemperatur.