
Derrière chaque tonne de granulés se cache un équilibre fragile entre la pression, la température, la surface et la vitesse. Lorsque cet équilibre est rompu, l'usine le paie sous forme de fines, d'usure prématurée et d'une consommation d'énergie qui monte en flèche. La granulation des aliments n'est pas seulement une affaire de mécanique : c'est aussi une affaire d'ingénierie de précision. Ce guide technique passe en revue l'ensemble du processus - paramètres de fonctionnement, conditionnement thermique, maintenance et protocoles de refroidissement - dans le seul but de permettre à votre usine de produire plus, mieux et à moindre coût.
Les bases de la granulation
pelletisation ne doit pas être comprise comme le simple moulage d'un mélange ; il s'agit d'un processus mécanique et thermique complexe. Il consiste à soumettre des matières solides et pulvérulentes à une pression élevée afin d'obtenir un état d'agglomération permanent des particules. Ce changement de phase physique ne modifie pas seulement l'aspect extérieur, mais affecte également de manière positive les éléments structurels des ingrédients, ce qui permet une meilleure utilisation métabolique lors de l'ingestion.
D'un point de vue stratégique, ce processus présente un double avantage :
- Au fabricantDensité : une augmentation critique de la densité est obtenue, ce qui optimise le transport et le stockage. Elle offre également une plus grande élasticité pour modifier les formulations et permet l'incorporation de médicaments sans risque de dosage erratique.
- Pour l'éleveurIl élimine la possibilité de mélanger les aliments, ce qui empêche l'animal de faire un choix sélectif d'ingrédients ou de médicaments. Le traitement thermique assure également l'élimination des bactéries et améliore l'indice de consommation grâce à une meilleure digestibilité.

Paramètres opérationnels décisifs
Pour parvenir à un équilibre entre puissance, production et qualité, la conception de l'opération doit être régie par cinq variables déterminantes qui affectent directement le comportement de la matière première à l'intérieur de la machine :
I. Surface de travail
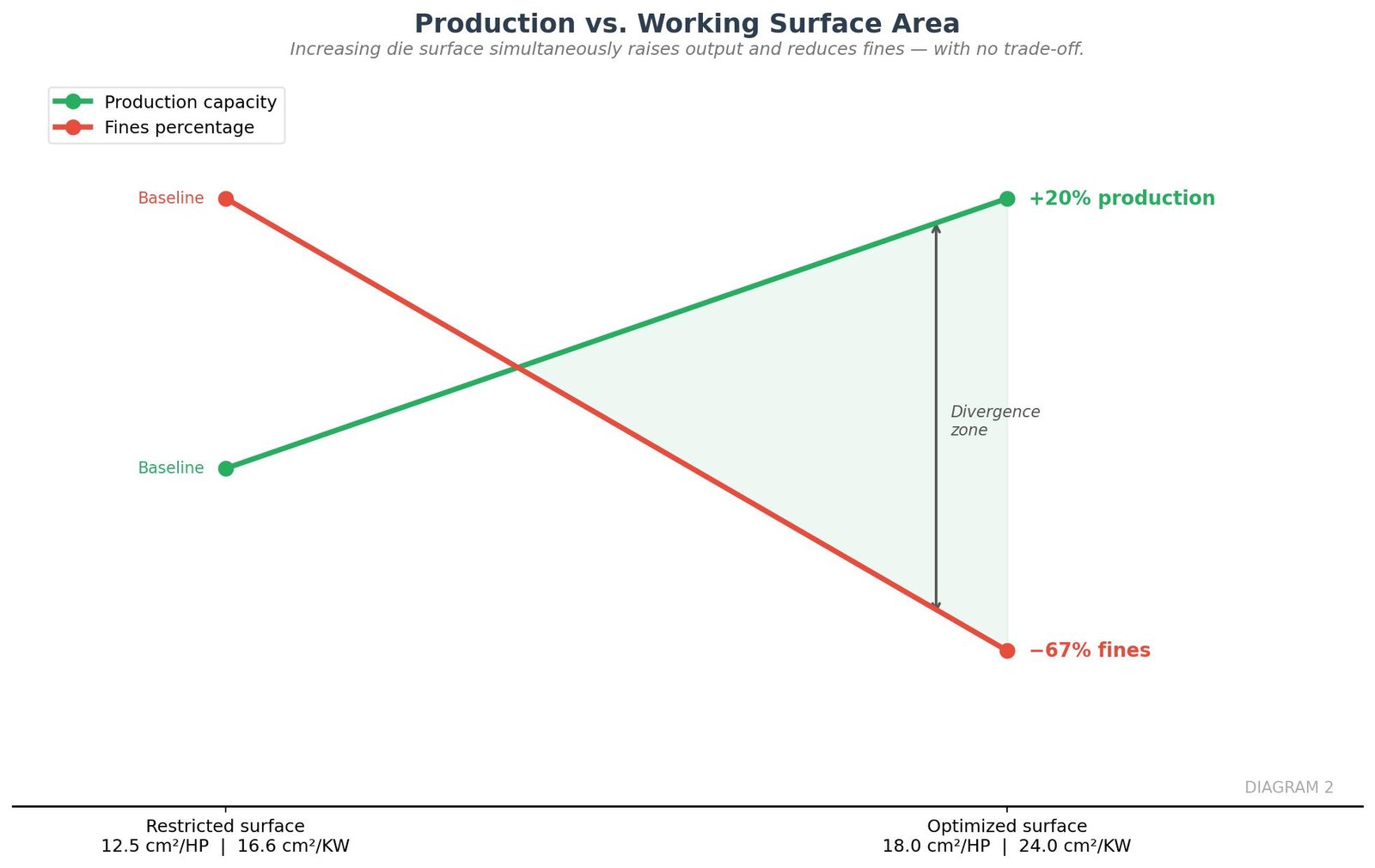
La surface de travail de la matrice n'est pas simplement une dimension physique, mais le facteur critique qui détermine l'efficacité de l'ensemble du processus de granulation. Dans l'industrie moderne, où les formulations deviennent de plus en plus complexes en raison de l'inclusion de niveaux élevés de fibres et d'additifs liquides tels que les graisses ou les mélasses, une surface réduite devient un goulot d'étranglement opérationnel. Lorsque l'opérateur travaille avec une surface insuffisante par rapport à la difficulté du produit, il est obligé de recourir à une forte compression pour essayer de maintenir l'intégrité du granulé. Cette surpression déclenche un cycle d'inefficacité où la consommation d'énergie monte en flèche tandis que la production réelle chute de manière exponentielle.
L'un des effets secondaires de ces conditions d'utilisation intensive est l'apparition d'une usure inégale entre la filière et les rouleaux. La difficulté mécanique à extruder le matériau transforme le stress de la machine en un coût élevé de maintenance prématurée.
Il existe également une pratique courante, mais techniquement déconseillée, qui consiste à séparer les rouleaux et à réduire le flux d'entrée de la farine. Bien que cette pratique ait pour but d'augmenter le temps de séjour du produit à l'intérieur des trous afin d'améliorer le compactage, la réalité physique est qu'elle génère un glissement excessif entre la filière et les cylindres. Ce système est inefficace car une grande partie de l'énergie appliquée n'est pas utilisée pour la granulation, mais est dissipée sous forme de chaleur résiduelle, ce qui compromet gravement la durée de vie de l'ensemble mécanique.
Au contraire, une conception basée sur une surface de filière optimisée permet au matériau de s'écouler correctement, garantissant un temps de séjour naturel et efficace à l'intérieur des orifices. Cette configuration technique garantit des performances supérieures et une qualité constante des granulés, avec une présence minimale de fines. Le fait de ne pas avoir à forcer la mécanique de la presse permet de prolonger la durée de vie des pièces d'usure et d'obtenir un rapport énergie/production beaucoup plus rentable. Cette approche permet à la fois d'optimiser les machines existantes et de concevoir de nouvelles unités capables de traiter des formulations de plus en plus exigeantes.
II. Diamètre et largeur de la matrice
Ces dimensions définissent la capacité de distribution et sont déterminantes pour la gélatinisation des amidons et l'élimination des bactéries. L'augmentation du diamètre entraîne une meilleure répartition du produit sur la surface de travail, ce qui permet au conditionneur de gérer des temps de séjour plus longs sans saturer la chambre de granulation. Une largeur (épaisseur) mal calculée peut entraîner une usure inégale, une consommation d'énergie inutilement élevée et une qualité compromise en fonction de la sensibilité thermique de chaque formulation.
Angle de compression (α)
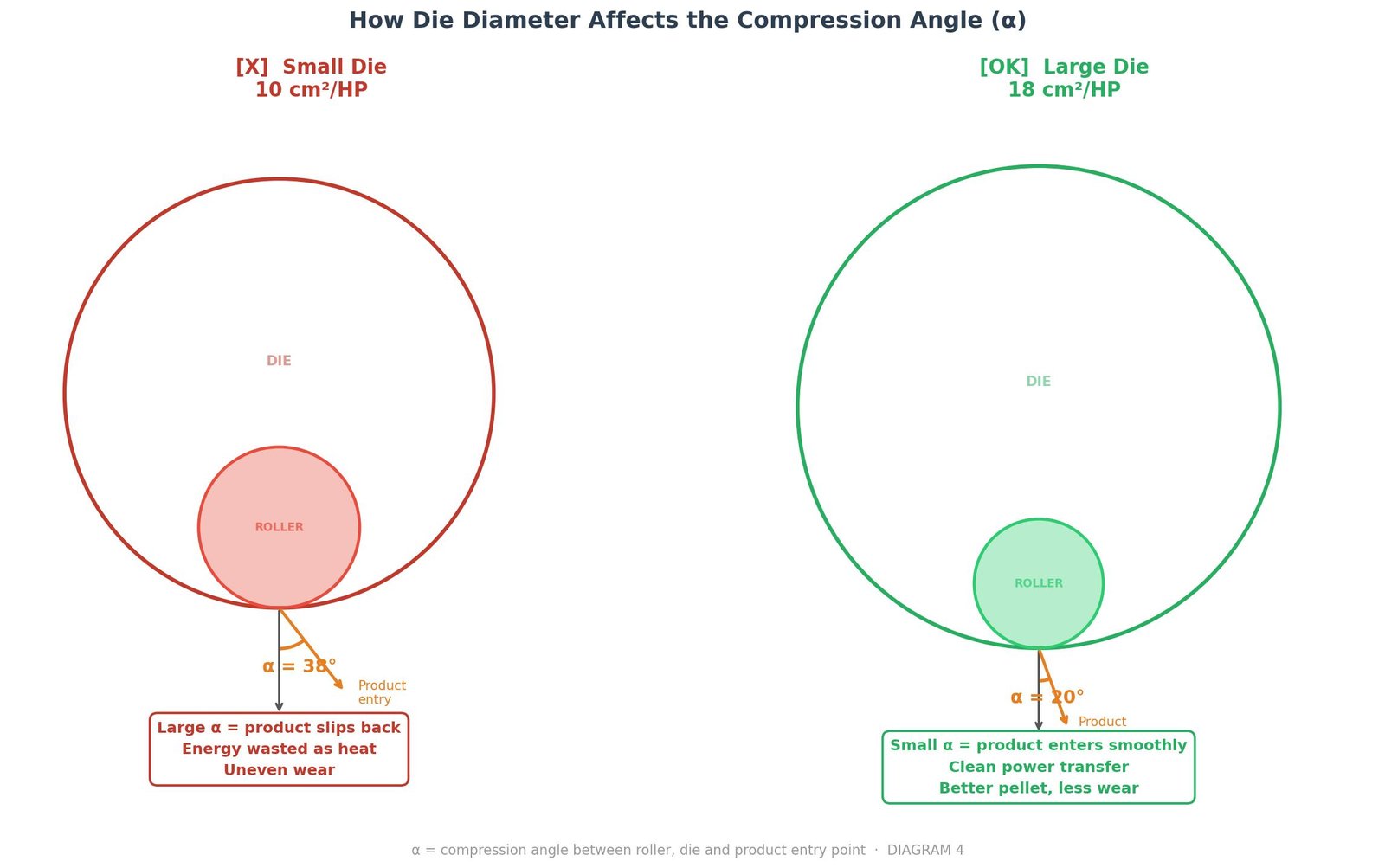
L'angle de compression représente la relation physique entre le rouleau, la filière et l'entrée du produit à comprimer (α). Une conception optimisée cherche à réduire cet angle pour s'assurer que la force mécanique se traduit par une extrusion et non par un gaspillage d'énergie dû à un frottement inefficace.
Lorsque la conception de la filière n'est pas adaptée à la formule, l'angle d'attaque peut devenir trop raide, générant un effet de rejet où la farine a tendance à glisser vers l'arrière au lieu d'être forcée à travers les trous de la filière. Cette résistance mécanique entraîne la transformation de la puissance du moteur en chaleur perdue en raison du glissement entre la filière et le rouleau, ce qui augmente la température des composants sans accroître la production réelle.
La stratégie technique la plus efficace pour optimiser ce facteur consiste à augmenter le diamètre de la filière. En augmentant le rayon de la filière, on obtient une trajectoire de contact plus douce et un angle d'attaque beaucoup plus progressif. Cette réduction de l'angle (α) assure un transfert de puissance propre et direct, permettant au produit d'être réparti uniformément sur la surface de travail et de pénétrer dans les trous avec une résistance minimale. Il en résulte une meilleure cohésion des granulés, un flux de production constant et une réduction de la contrainte mécanique nécessaire au processus.
IV. durée du séjour
Ce paramètre agit comme une phase de durcissement mécanique : un séjour plus long du produit à l'intérieur de l'orifice permet aux forces de friction et au traitement thermique résiduel de finir de plastifier les composants de la formule, garantissant que le granulé atteigne sa durabilité structurelle maximale avant d'être éjecté.
D'après les calculs techniques effectués, pour des matrices de configuration 4 × 60, il est possible d'optimiser ce temps en ajustant le rapport entre la surface et la puissance pour augmenter le temps de séjour de 1,3 seconde à 1,5 seconde, ce qui représente une augmentation de 15% du temps de compactage effectif tout en maintenant des capacités de production élevées pouvant aller jusqu'à 12 000 kg/h.
La clé technique de la gestion de ce facteur réside dans le dimensionnement correct de la surface de la filière, en évitant les pratiques inefficaces telles que la réduction forcée du flux de produit ou la séparation des rouleaux. Un temps de séjour équilibré, découlant d'une conception adéquate de la filière, garantit que le granulé dispose de la marge nécessaire pour que les amidons et les protéines se déposent solidement, ce qui se traduit par une réduction drastique des fines et une résistance supérieure au transport et aux manipulations ultérieures.
Ainsi, le temps de séjour n'est plus une variable aléatoire mais la conséquence directe d'un équilibre entre la capacité de réception de la machine et les exigences physiques de la formulation.
V. Vitesse tangentielle
La vitesse tangentielle est le paramètre qui coordonne la capacité de granulation avec la nature physico-chimique du produit, en influençant directement la consommation d'énergie et la sensibilité du matériau à la chaleur générée au cours du processus. Il n'existe pas de vitesse universelle ; la rotation de la filière doit être réglée en fonction de la difficulté de compactage du produit et de la température que ses ingrédients peuvent supporter.
Une vitesse incorrecte peut entraîner une consommation d'énergie excessive ou une perte de valeur nutritionnelle due à une surchauffe de la formule.
Dans la pratique opérationnelle, les produits sont classés en trois grandes catégories pour déterminer leur vitesse idéale :
- Aliments pour volailles : avec une teneur élevée en grains et une bonne tolérance thermique. Ils permettent des vitesses tangentielles élevées de 7 à 8 m/seconde, maximisant la production sans compromettre l'intégrité des granulés.
- Aliments pour porcs, lapins et bovins : les formulations qui incorporent généralement des niveaux significatifs de fibres et d'agents liquides tels que la mélasse. La vitesse optimale se situe entre 6 et 7 m/seconde.
- Produits très fibreux : les matériaux de faible densité et très sensibles à la chaleur, tels que la luzerne ou la paille. Ils nécessitent des vitesses faibles, la fourchette recommandée étant de 5,5 à 6 m/seconde. La vitesse réduite limite la chaleur de friction et facilite le remplissage uniforme des trous de la filière.
| Paramètres | Fonction principale | Erreur courante | Solution optimale | Données clés |
|---|---|---|---|---|
| I. Surface de travail | Détermine l'efficacité globale. Régule le flux de matériaux et le temps de séjour naturel dans les orifices. | Séparer les rouleaux et réduire le débit. Génère du glissement et dissipe l'énergie sous forme de chaleur résiduelle. | Matrice optimisée : écoulement correct sans contrainte mécanique. Moins de fines et une durée de vie plus longue. | Une surface insuffisante déclenche la consommation d'énergie et réduit la production de manière exponentielle. |
| II. Diamètre et largeur | Définit la capacité à étaler le produit sur la surface de travail. | Largeur mal calculée : usure irrégulière et consommation d'énergie inutile. | Diamètre plus important : meilleure distribution du produit et répartition uniforme de la charge. | Le diamètre affecte directement l'angle de compression (paramètre III). |
| Angle de compression (α) | Il contrôle que la force mécanique est convertie en extrusion réelle et non en friction inefficace. | Angle prononcé : la farine glisse vers l'arrière et le moteur génère de la chaleur sans production. | Augmentation du diamètre de la matrice : réduction de l'α et amélioration de la cohésion des granules. | L'angle réduit assure un transfert de puissance propre et une pénétration uniforme. |
| IV. durée du séjour | Phase de durcissement mécanique : permet aux amidons et aux protéines de se déposer avant que le granulé ne soit éjecté. | La réduction du débit ou la séparation forcée des rouleaux n'augmente pas le temps de fonctionnement, mais génère de l'usure. | Dimensionnement correct de la surface : le temps optimal est une conséquence de la conception. | Configuration 4×60 : de 1,3 s à 1,5 s = +15% de compactage effectif à 12 000 kg/h. |
| V. Vitesse tangentielle | Coordonne la granulation avec la physicochimie du produit. Régule la chaleur produite et la consommation d'électricité. | Vitesse incorrecte : surchauffe ou consommation excessive. Perte de valeur nutritionnelle. | Volaille : 7-8 m/s - Porcs/bovins : 6-7 m/s - Luzerne/paille : 5,5-6 m/s | Il n'y a pas de vitesse universelle : il faut l'ajuster en fonction des difficultés de compactage et de la tolérance thermique. |
Conditionnement thermique
Le conditionnement est la phase préparatoire au cours de laquelle les farines subissent un traitement thermique et un traitement de l'humidité avant d'entrer dans la presse. L'objectif principal est de parvenir à la gélatinisation des amidons, un processus physico-chimique qui débute à 83,7°C. Cette transformation est essentielle, car elle agit comme un liant naturel qui compacte la matière et confère au granulé une structure solide et résistante.
Outre l'avantage structurel, un conditionnement adéquat est le principal obstacle à l'élimination bactériologique, en particulier des pathogènes tels que la salmonelle, qui nécessite un contrôle strict de la température (environ 88-90°C) et du temps de contact (0,5 à 1,5 minute) pour être éradiquée efficacement.

La rampe d'installation de la vapeur
Pour que le processus réussisse, il faut utiliser de la vapeur saturée et sèche, exempte d'entraînement d'eau liquide qui pourrait gêner la granulation et refroidir le mélange. D'un point de vue technique, l'installation doit disposer d'une chaudière capable de maintenir une pression de service minimale de 6 kg/cm² afin de garantir un approvisionnement constant et de qualité. Idéalement, une rampe de vapeur doit être installée le plus près possible des conditionneurs pour assurer la stabilité du système. Cette rampe intègre généralement des séparateurs d'eau à triple effet et une vanne de réduction qui permet de réguler la pression entre 1,5 et 3 kg/cm² en fonction des besoins spécifiques de l'installation. Bien que les valeurs puissent fluctuer, la consommation de vapeur est généralement estimée à environ 5% de la production, sachant que chaque augmentation de 10°C ajoute généralement 0,6% d'humidité supplémentaire au produit.
Technologies de conditionnement et de maturation
En fonction des besoins de la formule et de l'investissement, différentes solutions technologiques sont disponibles :
- Conditionneur standard : Le corps cylindrique avec un arbre à palettes à position variable assure un mélange homogène des vapeurs et des liquides. Il fonctionne avec des temps de rétention courts de 10 à 15 secondes à des températures de 70°C à 80°C.
- Thermo Conditionneur : Il permet des temps de maintien de 1 à 1,5 minute et des températures allant jusqu'à 100°C. Il est équipé d'un variateur de fréquence pour régler la vitesse optimale et d'une chambre à vapeur externe qui fournit de la chaleur supplémentaire sans ajouter d'humidité. Idéal pour les farines saturées de liquide.
- Maturité : Pour les procédés nécessitant une maturation prolongée des farines avec des liquides, travailler pendant environ 20 minutes à des températures de 60°C à 70°C avant la granulation.
- Expandeur : Préparateur sous pression qui soumet le produit à une pression de 20 à 30 bars pendant 5 secondes. Il atteint des températures allant jusqu'à 130°C, garantissant une élimination bactériologique totale et facilitant l'incorporation massive de liquides.
Conditionnement en fonction du type d'alimentation
Chaque formulation nécessite une gestion thermique différente afin d'éviter les défaillances opérationnelles :
- Aliments à haute teneur en amidon (volaille) : Ils ont besoin d'un taux d'humidité proche de 17-18% et d'une chaleur intense pour obtenir une gélatinisation partielle.
- Aliments pour animaux Melazados : L'ajout de vapeur doit être modéré, car la mélasse contient 26% d'eau. Il est recommandé de préchauffer la mélasse à 93°C afin de ne pas dépasser les limites d'humidité.
- Aliments sensibles à la chaleur : Ceux qui contiennent du lait sec ou du sucre commencent à caraméliser à 60°C. L'ajout de vapeur doit être minimisé et des filières fines doivent être utilisées pour réduire la chaleur de frottement.
- Alimentation en urée : Ils nécessitent une addition minimale de vapeur, car la chaleur et l'humidité augmentent la solubilité de l'urée, ce qui fait que le produit se comporte comme un liquide et devient excessivement humide.
Protocoles de maintenance
Afin de prolonger la durée de vie de la filière et des rouleaux, il est essentiel de suivre les procédures d'assemblage et de réglage étape par étape.
Réglage du rouleau
L'approche de la rouleaux Le rapprochement des rouleaux de la matrice est l'opération de sécurité la plus importante de la machine. Le principe de base veut que, pour rapprocher les rouleaux, il faille toujours les tourner vers la gauche, dans le sens opposé à la rotation de la matrice. Cette configuration garantit que si un corps métallique pénètre accidentellement dans la machine, le rouleau cède et se sépare de la matrice pour éviter toute rupture.
Si le réglage est effectué dans le sens inverse, les rouleaux auront tendance à s'ouvrir en cas de surcharge, ce qui entraînera des dommages structurels inévitables.
Pour les pelletiseurs dotés de systèmes de réglage automatique, l'opération devient beaucoup plus rapide et plus sûre. Ces systèmes éliminent la nécessité de procéder à des réglages individuels complexes, ce qui permet à l'opérateur de gérer la pression des rouleaux de manière centralisée et uniforme. En agissant sur un seul bouton ou mécanisme de commande, l'usure de tous les rouleaux est compensée simultanément, ce qui permet de répartir l'effort de granulation avec une précision totale.
Changement et remplacement de la matrice
Le processus de changement commence par le retrait des éléments d'alimentation et des rouleaux. Dans les cas où la matrice est bloquée, des vis d'extraction spécifiques montées sur le tambour d'entraînement doivent être utilisées.
Les principaux soins prodigués lors de ce remplacement sont les suivants :
- Nettoyage en profondeur : Nettoyer soigneusement le logement de la plaque de filière, en éliminant la farine accumulée, les trous de fixation et la goupille de centrage.
- Lubrification préventive : Appliquez de la graisse antigrippante sur la bague de la filière et les vis de fixation pour assurer un démontage en douceur et protéger les boîtiers.
- Contrôle des éléments de coupe : Vérifier l'état de la lame de balayage et des lames du plateau à rouleaux. Travailler avec des lames en mauvais état provoque une surchauffe et une usure prématurée des roulements principaux.

Détail critique dans l'assemblage de la matrice
Une mauvaise assise est la cause première de la plupart des ruptures de fatigue transversales. Les erreurs d'assemblage les plus courantes sont les suivantes
- Manque de soutien solide : Si la vis de fixation s'arrête dans le filet - soit parce qu'elle est trop longue, soit parce qu'elle est encrassée - la matrice ne se fixe pas fermement et est condamnée à se rompre par fatigue.
- Problèmes de centrage : Dans les matrices à centrage conique, il est essentiel de vérifier la perpendicularité. Un montage incorrect provoque des «sauts» et des surcharges ponctuelles qui fracturent le chemin de roulement.
- Montage sur bride : Veillez à ce que la collerette de la matrice ne touche pas le fond de la collerette, ce qui empêcherait une fixation correcte et provoquerait des ruptures transversales.
Usure et anomalies au travail
L'usure de la matrice varie en fonction de la nature du produit transformé. Alors que les produits nobles présentent une usure équilibrée, les produits fortement abrasifs accélèrent la détérioration de la zone de compression.
Les anomalies opérationnelles laissent souvent des traces visuelles évidentes :
- Repiqueteada surface : Symptôme direct d'une pression excessive entre les rouleaux et la matrice ou d'un manque d'alimentation constante du produit.
- Trous de forage bouchés : Elles peuvent être dues à une compression insuffisante ou excessive dans les zones de travail de la matrice.

Refroidissement
Une fois que le granulé quitte la chambre de granulation, le processus technique n'est pas terminé. Le granulé sort avec une charge thermique et d'humidité élevée qui, si elle n'est pas gérée correctement, compromettrait la stabilité du produit et sa durée de conservation. Cette dernière étape garantit que l'effort de conditionnement et de pressage se traduit par un produit commercialisable et sûr, en évitant le développement de champignons pendant le stockage.
Les principes de base du refroidissement
Le refroidissement est basé sur la circulation de l'air à travers la masse de granulés. Ce processus est réalisé par l'échange de chaleur sensible, qui passe du produit à l'air, en plus de l'évaporation de l'eau présente dans les granulés. L'efficacité de cet échange dépend de variables critiques telles que la température et l'humidité du granulé, le débit et la température de l'air, et le temps de contact entre les deux.
Plus l'humidité et la température de l'air sont faibles, plus la transmission de la chaleur et l'évaporation de l'eau sont importantes. Ce processus de séchage est essentiel pour éliminer l'excès d'eau ajouté sous forme de vapeur lors de la granulation, laissant le produit dans des valeurs optimales de conservation. Il convient toutefois d'éviter un séchage excessif, car il entraîne une diminution directe du poids final du produit.
Efficacité du système à contre-courant
Bien qu'il existe différents types de refroidisseurs, le refroidisseur vertical à contre-courant s'est imposé comme la solution la plus efficace en raison de sa simplicité et de ses performances élevées.
Par rapport aux technologies horizontales ou en cascade, ce système présente des avantages certains :
- Optimisation de l'espace : Il réduit considérablement l'espace occupé tant en hauteur qu'en surface.
- Efficacité du débit : Il permet de réduire les besoins en air jusqu'à 20%, ce qui permet d'économiser de l'énergie et de réduire la taille des composants.
- Contrôle de l'humidité : Possibilité de modifier le temps de séjour (10 à 20 minutes) pour ajuster précisément l'humidité finale du produit.
- Uniformité thermique : Il permet d'obtenir des températures de sortie très proches de la température ambiante, généralement avec une différence de seulement 5°C.

Les systèmes de sécurité incendie font partie intégrante du refroidisseur. Ces dispositifs détectent les anomalies thermiques et agissent immédiatement sur la ventilation et le flux de produits, en arrêtant le processus pour protéger l'intégrité de l'installation. Cette protection est de plus en plus nécessaire en raison du pourcentage élevé de liquides dans les formulations modernes.
Pour les opérations menées dans des environnements géographiques au climat chaud ou à forte humidité, les refroidisseurs conventionnels peuvent se heurter à des limites, car ils ne peuvent pas abaisser la température des granulés en dessous de la température ambiante. Dans ces cas, des systèmes spécialisés qui injectent de l'air froid et sec sont utilisés. Cette technologie permet d'atteindre des températures de sortie inférieures à celles de l'air extérieur, ce qui garantit la stabilité des granulés même dans des conditions extrêmes et améliore l'efficacité de la séparation des poussières résiduelles.
Conclusions finales
Pour conclure ce guide, la granulation des aliments pour animaux doit être considérée comme un écosystème de précision où l'ingénierie mécanique et le traitement thermique convergent pour maximiser la valeur nutritionnelle. La clé du succès opérationnel réside dans l'équilibre des cinq paramètres - surface de travail, diamètre, angle de compression, temps de séjour et vitesse tangentielle - toujours ajustés à la nature spécifique de chaque formulation. Le conditionnement thermique, qui permet d'obtenir une gélatinisation de l'amidon à 83,7°C, associé à un protocole de maintenance rigoureux pour l'assemblage des filières et la régulation des rouleaux, garantit non seulement l'élimination bactériologique et la durabilité structurelle du granulé, mais aussi la rentabilité et la longévité de l'installation. Enfin, un processus de refroidissement efficace, adapté aux conditions géographiques, stabilise le produit final pour une distribution sûre, consolidant ainsi une opération de classe mondiale soutenue par des décennies d'excellence technique.
Foire aux questions (FAQ)
Qu'est-ce que la granulation des aliments pour animaux ?
La granulation des aliments pour animaux est un processus mécanique et thermique qui transforme les matières premières poudreuses en granulés compacts par l'application de la pression, de la chaleur et de l'humidité. Le résultat est un produit homogène avec une densité et une digestibilité plus élevées, ce qui élimine la possibilité de démélange et garantit un dosage uniforme de tous les ingrédients et médicaments de la formule.
Quels sont les paramètres les plus importants dans le processus de granulation ?
Les cinq paramètres déterminants sont la surface de travail de la filière, le diamètre et la largeur de la filière, l'angle de compression, le temps de séjour dans l'alésage et la vitesse tangentielle. L'équilibre entre ces cinq variables, toujours adapté à la nature de chaque formule, détermine la qualité du granulé, la consommation d'énergie et la durée de vie des composants.
Quel est l'objectif du conditionnement thermique avant la granulation ?
Le conditionnement thermique prépare les farines avant leur entrée dans la presse par l'application contrôlée de vapeur et de chaleur. Son principal objectif est d'obtenir la gélatinisation des amidons à partir de 83,7°C, ce qui agit comme un liant naturel et améliore la cohésion du granulé. C'est également la barrière la plus efficace contre les agents pathogènes tels que la salmonelle, dont l'élimination nécessite des températures comprises entre 88 et 90°C maintenues pendant au moins 0,5 à 1,5 minute.
Quelle est la différence entre un conditionneur standard et un expandeur ?
Le conditionneur standard fonctionne avec des temps de rétention courts de 10 à 15 secondes et des températures de 70 à 80°C et convient aux formulations conventionnelles. L'expanseur, quant à lui, soumet le produit à des pressions de 20 à 30 bars pendant 5 secondes, atteignant jusqu'à 130°C. Il garantit une élimination bactériologique totale et permet d'incorporer des volumes importants de liquides qu'un conditionneur conventionnel ne peut pas traiter.
Pourquoi des particules fines sont-elles produites lors de la granulation et comment les réduire ?
Les fines sont le résultat direct d'un temps de séjour insuffisant dans les trous de la filière, d'une surface de travail inadaptée à la difficulté du produit ou d'un mauvais conditionnement thermique. La solution la plus efficace n'est pas de forcer la pression ou de séparer les rouleaux, mais de dimensionner correctement la surface de la filière afin que le produit s'écoule avec la bonne résistance et que les amidons et les protéines aient le temps de se déposer avant que les granulés ne soient éjectés.
Quelle vitesse tangentielle dois-je utiliser en fonction du type d'alimentation ?
La vitesse optimale varie en fonction de la difficulté de compactage et de la sensibilité thermique de la formule. Pour les aliments pour volailles à forte teneur en céréales, une vitesse de 7 à 8 m/s est recommandée. Pour les aliments pour porcs, lapins et bovins contenant des fibres et de la mélasse, une vitesse de 6 à 7 m/s est recommandée. Pour les produits très fibreux et sensibles à la chaleur tels que la luzerne ou la paille, entre 5,5 et 6 m/s. Une vitesse incorrecte entraîne une surchauffe ou une perte de valeur nutritionnelle.
À quelle fréquence faut-il changer la filière d'un granulateur ?
Il n'y a pas de fréquence fixe, car l'usure dépend du type de produit traité, de l'abrasivité des ingrédients et du réglage correct des rouleaux. Les indicateurs qui signalent la nécessité d'un remplacement sont l'apparition de surfaces de frottement, le colmatage répété des trous et une baisse progressive de la qualité des granulés avec une augmentation des fines. Un protocole de maintenance préventive avec vérification régulière du réglage des rouleaux et lubrification des fixations permet d'allonger significativement la durée de vie de la filière.
Pourquoi le refroidissement des granulés est-il important après la granulation ?
Le granulé quitte la chambre de granulation avec une température et une humidité élevées qui, sans un refroidissement adéquat, favorisent le développement de champignons pendant le stockage et compromettent la stabilité du produit. Le refroidisseur vertical à contre-courant est la solution la plus efficace : il réduit la consommation d'air jusqu'à 20%, permet de régler le temps de séjour entre 10 et 20 minutes et atteint des températures de sortie de seulement 5°C au-dessus de la température ambiante.


