
Dietro ogni tonnellata di mangime pellettato c'è un fragile equilibrio tra pressione, temperatura, superficie e velocità. Quando questo equilibrio viene a mancare, l'impianto ne paga le conseguenze in termini di multe, usura prematura e consumi energetici alle stelle. La pellettizzazione dei mangimi non è solo meccanica: è ingegneria di precisione. Questa guida tecnica illustra l'intero processo - parametri operativi, condizionamento termico, manutenzione e protocolli di raffreddamento - con l'unico obiettivo di far sì che il vostro impianto produca di più, meglio e a costi inferiori.
Nozioni di base sulla pellettizzazione
la pellettizzazione non deve essere intesa semplicemente come lo stampaggio di una miscela, ma è un processo meccanico e termico complesso. Consiste nel sottoporre la materia solida e polverosa a una pressione elevata per ottenere uno stato di agglomerazione permanente delle particelle. Questo cambiamento di fase fisica non solo altera l'aspetto esterno, ma influisce positivamente sugli elementi strutturali degli ingredienti, consentendo un maggiore utilizzo metabolico durante l'ingestione.
Da un punto di vista strategico, questo processo offre un duplice vantaggio:
- Al produttoreDensità: si ottiene un aumento critico della densità, ottimizzando il trasporto e lo stoccaggio. Inoltre, fornisce una maggiore elasticità per modificare le formulazioni e consente di incorporare i farmaci senza il rischio di dosaggi errati.
- Per l'allevatoreElimina la possibilità di non miscelazione, impedendo all'animale di fare una scelta selettiva di ingredienti o farmaci. Il trattamento termico garantisce inoltre l'eliminazione dei batteri e migliora la conversione del mangime grazie a una maggiore digeribilità.

Parametri operativi decisivi
Per ottenere un equilibrio tra potenza, produzione e qualità, la progettazione dell'operazione deve essere regolata da cinque variabili determinanti che influenzano direttamente il comportamento della materia prima all'interno della macchina:
I. Superficie di lavoro
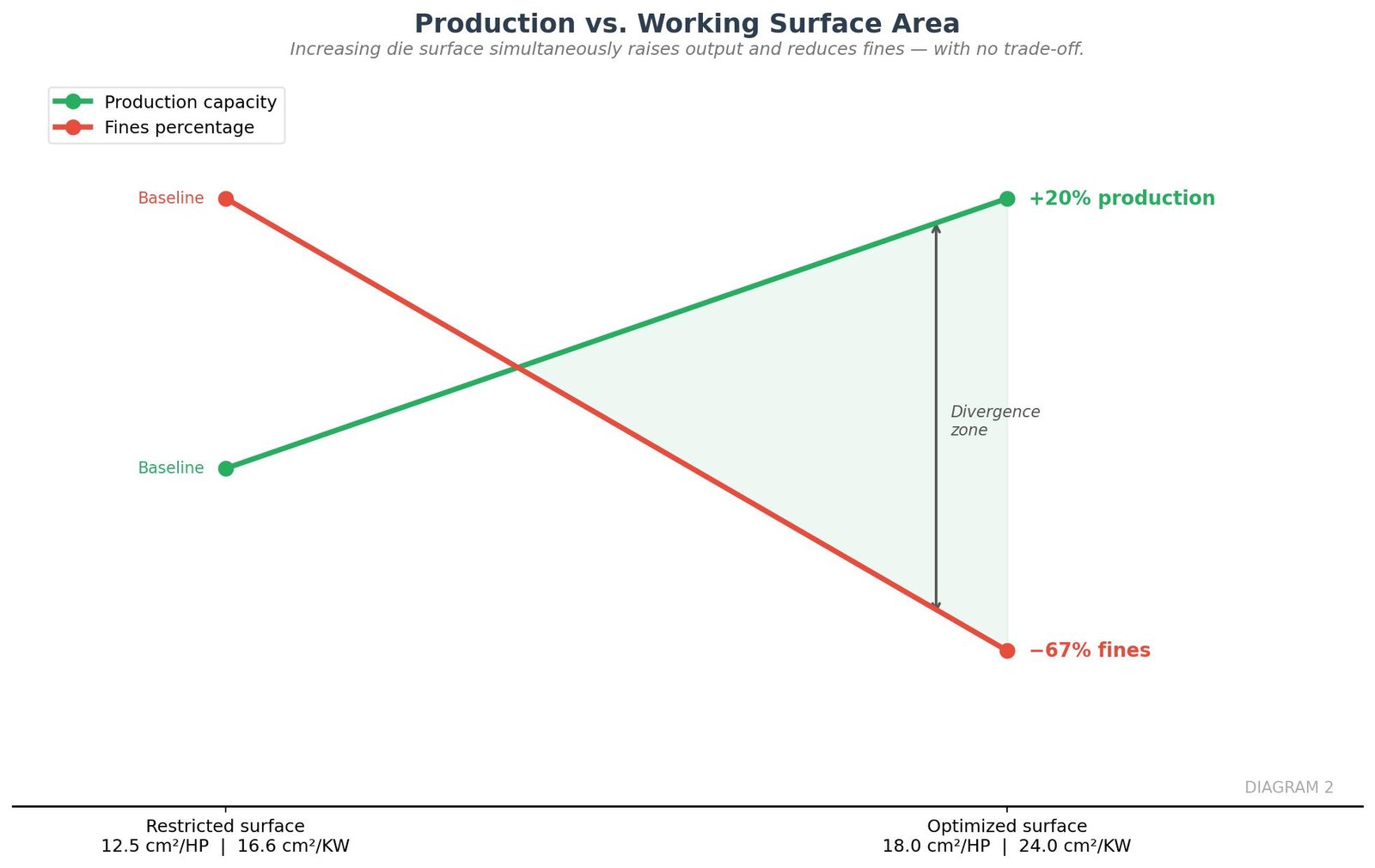
La superficie di lavoro della matrice non è semplicemente una dimensione fisica, ma il fattore critico che determina l'efficienza dell'intero processo di pellettizzazione. Nell'industria moderna, dove le formulazioni diventano sempre più complesse a causa dell'inclusione di alti livelli di fibre e additivi liquidi come grassi o melasse, una superficie ridotta diventa un collo di bottiglia operativo. Quando l'operatore si trova a lavorare con una superficie insufficiente per la difficoltà del prodotto, è costretto a ricorrere a una compressione elevata per cercare di mantenere l'integrità del granulo. Questa sovrapressione innesca un ciclo di inefficienza in cui il consumo di energia sale alle stelle mentre la produzione effettiva diminuisce in modo esponenziale.
Un effetto collaterale del funzionamento in queste condizioni di lavoro gravose è l'insorgere di un'usura irregolare tra la matrice e i rulli. La difficoltà meccanica di estrudere il materiale trasforma lo stress della macchina in un elevato costo di manutenzione prematura.
Esiste anche una pratica comune, ma tecnicamente sconsigliabile: separare i rulli e ridurre il flusso di farina in ingresso. Sebbene questa pratica abbia lo scopo di aumentare il tempo di permanenza del prodotto all'interno dei fori per migliorare la compattazione, la realtà fisica è che genera un eccessivo slittamento tra la trafila e i rulli. Questo sistema è inefficiente perché gran parte dell'energia applicata non viene utilizzata per la granulazione, ma viene dissipata come calore residuo, compromettendo gravemente la durata dell'intero gruppo meccanico.
Invece, un design basato su una superficie ottimizzata dello stampo consente al materiale di fluire correttamente, garantendo un tempo di permanenza naturale ed efficace all'interno degli orifizi. Questa configurazione tecnica garantisce prestazioni superiori e una qualità costante del pellet con una presenza minima di fini. Non dovendo forzare la meccanica della pressa, si ottiene una maggiore durata dei componenti soggetti a usura e un rapporto energia/resa molto più conveniente. Questo approccio consente sia l'ottimizzazione delle macchine esistenti sia la progettazione di nuove unità in grado di gestire formulazioni sempre più esigenti.
II. Diametro e larghezza della matrice
Queste dimensioni definiscono la capacità di distribuzione e sono decisive per la gelatinizzazione degli amidi e l'eliminazione dei batteri. Aumentando il diametro si ottiene una migliore distribuzione del prodotto sulla superficie di lavoro, che consente al condizionatore di gestire tempi di permanenza più lunghi senza saturare la camera di pellettizzazione. Una larghezza (spessore) calcolata male può portare a un'usura non uniforme, a un consumo energetico inutilmente elevato e a una qualità compromessa, a seconda della sensibilità termica di ciascuna formulazione.
III. Angolo di compressione (α)
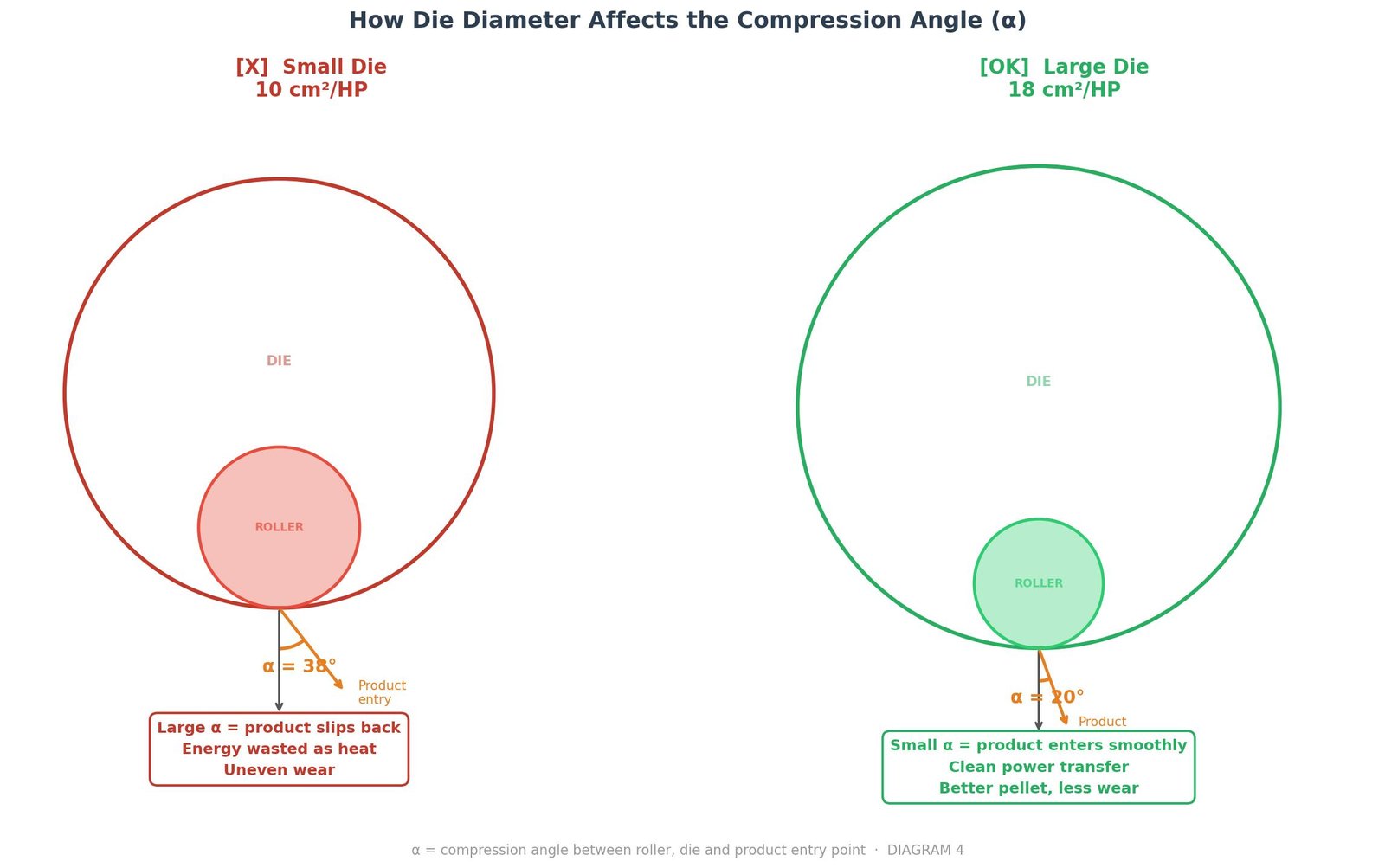
L'angolo di compressione rappresenta il rapporto fisico tra il rullo, la matrice e l'ingresso del prodotto da comprimere (α). Un progetto ottimizzato cerca di ridurre questo angolo per garantire che la forza meccanica venga tradotta in estrusione e non sprechi energia a causa di un attrito inefficiente.
Quando il design della trafila non è adatto alla formula, l'angolo di attacco può diventare troppo ripido, generando un effetto di scarto in cui la farina tende a scivolare all'indietro invece di essere forzata attraverso i fori della trafila. Questa resistenza meccanica fa sì che la potenza del motore venga convertita in calore disperso a causa dello slittamento tra la trafila e il rullo, aumentando la temperatura dei componenti senza aumentare la produzione effettiva.
La strategia tecnica più efficace per ottimizzare questo fattore è l'aumento del diametro dello stampo. Aumentando il raggio dello stampo, si ottiene un percorso di contatto più fluido e un angolo di attacco molto più progressivo. Questa riduzione dell'angolo (α) assicura un trasferimento di potenza pulito e diretto, consentendo al prodotto di essere distribuito uniformemente sulla superficie di lavoro e di penetrare nei fori con una resistenza minima. Il risultato è un granulo di coesione superiore, un flusso di produzione costante e una riduzione dello stress meccanico richiesto dal processo.
IV. Durata del soggiorno
Questo parametro agisce come una fase di cura meccanica: una permanenza più lunga del prodotto all'interno dell'orifizio permette alle forze di attrito e al trattamento termico residuo di terminare la plastificazione dei componenti della formula, assicurando che il pellet raggiunga la sua massima durata strutturale prima di essere espulso.
Secondo i calcoli ingegneristici registrati, per gli stampi con configurazione 4 × 60, è possibile ottimizzare questo tempo regolando il rapporto tra superficie e potenza per aumentare il tempo di sosta da 1,3 secondi a 1,5 secondi, il che rappresenta un aumento di 15% nel tempo effettivo di compattazione, pur mantenendo elevate capacità produttive fino a 12.000 kg/h.
La chiave tecnica per gestire questo fattore risiede nel corretto dimensionamento della superficie dello stampo, evitando pratiche inefficienti come la riduzione forzata del flusso di prodotto o la separazione dei rulli. Un tempo di permanenza bilanciato, derivante da un'adeguata progettazione dello stampo, assicura che il granulo abbia il margine necessario per far sedimentare solidamente amidi e proteine, con una conseguente drastica riduzione dei fini e una maggiore resistenza al trasporto e alle successive manipolazioni.
In questo modo, il tempo di permanenza non è più una variabile casuale, ma una conseguenza diretta dell'equilibrio tra la capacità di ricezione della macchina e le richieste fisiche della formulazione.
V. Velocità tangenziale
La velocità tangenziale è il parametro che coordina la capacità di pellettizzazione con la natura fisico-chimica del prodotto, influenzando direttamente il consumo energetico e la sensibilità del materiale al calore generato durante il processo. Non esiste una velocità universale; la rotazione della filiera deve essere regolata in base alla difficoltà di compattazione del prodotto e alla temperatura che i suoi ingredienti possono sopportare.
Una velocità errata può comportare un consumo eccessivo di energia o la perdita di valore nutrizionale a causa del surriscaldamento della formula.
Nella pratica operativa, i prodotti vengono classificati in tre grandi categorie per determinare la loro velocità ideale:
- Mangimi per pollame: con un elevato contenuto di granuli e una buona tolleranza termica. Consentono velocità tangenziali elevate, da 7 a 8 m/secondo, massimizzando la produzione senza compromettere l'integrità dei granuli.
- Mangimi per suini, conigli e bovini: che di solito incorporano livelli significativi di fibre e agenti liquidi come la melassa. La velocità ottimale è compresa tra 6 e 7 m/secondo.
- Prodotti altamente fibrosi: materiali a bassa densità e molto sensibili al calore, come l'erba medica o la paglia. Richiedono velocità ridotte, con un intervallo consigliato di 5,5-6 m/secondo. La velocità ridotta limita il calore da attrito e facilita il riempimento uniforme dei fori della fustella.
| Parametro | Funzione principale | Errore comune | Soluzione ottimale | Dati chiave |
|---|---|---|---|---|
| I. Superficie di lavoro | Determina l'efficienza complessiva. Regola il flusso di materiale e il tempo di permanenza naturale negli orifizi. | Separano i rulli e riducono il flusso. Genera slittamento e dissipa l'energia in calore residuo. | Matrice ottimizzata: flusso corretto senza stress meccanico. Meno multe e maggiore durata di vita. | Un'area superficiale insufficiente provoca un consumo di energia e riduce la produzione in modo esponenziale. |
| II. Diametro e larghezza | Definisce la capacità di stendere il prodotto sulla superficie di lavoro. | Larghezza calcolata male: usura irregolare e consumo inutile di energia. | Diametro maggiore: migliore distribuzione del prodotto e distribuzione uniforme del carico. | Il diametro influisce direttamente sull'angolo di compressione (parametro III). |
| III. Angolo di compressione (α) | Controlla che la forza meccanica venga convertita in estrusione effettiva e non in attrito inefficiente. | Angolo ripido: la farina scivola all'indietro e il motore genera calore senza produzione. | Aumenta il diametro della matrice: riduce α e migliora la coesione dei granuli. | L'angolo ridotto assicura un trasferimento di potenza pulito e una penetrazione uniforme. |
| IV. Durata del soggiorno | Fase di indurimento meccanico: consente agli amidi e alle proteine di depositarsi prima che il pellet venga espulso. | Ridurre il flusso o separare forzatamente i rulli: non aumenta il tempo di funzionamento, ma genera solo usura. | Dimensionamento corretto della superficie: il tempo ottimale è una conseguenza della progettazione. | Configurazione 4×60: da 1,3 s a 1,5 s = +15% di compattazione effettiva a 12.000 kg/h. |
| V. Velocità tangenziale | Coordina la pellettizzazione con la fisico-chimica del prodotto. Regola il calore generato e il consumo di elettricità. | Velocità non corretta: surriscaldamento o consumo eccessivo. Perdita di valore nutrizionale. | Pollame: 7-8 m/s - Suini/Bestiame: 6-7 m/s - Erba medica/tramoggia: 5,5-6 m/s | Non esiste una velocità universale: regolare in base alla difficoltà di compattazione e alla tolleranza termica. |
Condizionamento termico
Il condizionamento è la fase preparatoria in cui le farine subiscono un trattamento termico e di umidità prima di entrare nella pressa. L'obiettivo principale è quello di ottenere la gelatinizzazione degli amidi, un processo fisico-chimico che ha inizio a 83,7°C. Questa trasformazione è essenziale, in quanto agisce come legante naturale che compatta il materiale e conferisce al granulo una struttura solida e resistente.
Oltre al vantaggio strutturale, il corretto condizionamento è la principale barriera all'eliminazione batteriologica, soprattutto di patogeni come la Salmonella, che richiede un controllo rigoroso della temperatura (circa 88-90°C) e del tempo di contatto (da 0,5 a 1,5 minuti) per essere efficacemente eradicata.

La rampa di installazione del vapore
Affinché il processo abbia successo, è necessario l'uso di vapore saturo e secco, privo di trascinamenti di acqua liquida che potrebbero ostacolare la pellettizzazione e raffreddare la miscela. Da un punto di vista tecnico, l'impianto deve disporre di una caldaia in grado di mantenere una pressione di esercizio minima di 6 kg/cm² per garantire un'erogazione costante e di qualità. L'ideale sarebbe installare una rampa di vapore il più vicino possibile ai condizionatori per garantire la stabilità del sistema. Questa rampa di solito integra separatori d'acqua a triplo effetto e una valvola di riduzione che consente di regolare la pressione tra 1,5 e 3 kg/cm² in base alle esigenze specifiche dell'impianto. Sebbene i valori possano oscillare, il consumo di vapore è generalmente stimato intorno alle 5% di produzione, considerando che ogni aumento di 10°C aggiunge solitamente 0,6% di umidità aggiuntiva al prodotto.
Tecnologie di condizionamento e maturazione
A seconda delle esigenze della formula e dell'investimento, sono disponibili diverse soluzioni tecnologiche:
- Condizionatore standard: Il corpo cilindrico con albero a pale a posizione variabile assicura una miscelazione omogenea di vapori e liquidi. Funziona con tempi di ritenzione brevi, da 10 a 15 secondi, a temperature comprese tra 70°C e 80°C.
- Condizionatore termico: Consente tempi di mantenimento da 1 a 1,5 minuti e temperature fino a 100°C. Incorpora un inverter per impostare la velocità ottimale e una camera di vapore esterna per fornire calore aggiuntivo senza aggiungere umidità in eccesso. Ideale per farine sature di liquidi.
- Maturazione: Per i processi che richiedono una maturazione prolungata delle farine con i liquidi, lavorare per circa 20 minuti a temperature comprese tra 60°C e 70°C prima della pellettizzazione.
- Espansore: Preparatore a pressione che sottopone il prodotto a una pressione da 20 a 30 bar per 5 secondi. Raggiunge temperature fino a 130°C, garantendo la totale eliminazione batteriologica e facilitando l'incorporazione massiccia di liquidi.
Condizionamento in base al tipo di mangime
Ogni formulazione richiede una gestione termica diversa per evitare guasti operativi:
- Mangimi ad alto contenuto di amido (pollame): Hanno bisogno di livelli di umidità prossimi a 17-18% e di calore intenso per ottenere una gelatinizzazione parziale.
- Alimentazione Melazados: L'aggiunta di vapore deve essere moderata, poiché la melassa fornisce 26% di acqua. Si consiglia di preriscaldare la melassa a 93°C per non superare i limiti di umidità.
- Mangimi sensibili al calore: Quelli con latte secco o zucchero iniziano a caramellare a 60°C. L'aggiunta di vapore deve essere ridotta al minimo e si devono usare stampi sottili per ridurre il calore di attrito.
- Mangime a base di urea: Richiedono un'aggiunta minima di vapore, poiché il calore e l'umidità aumentano la solubilità dell'urea, facendo sì che il prodotto si comporti come un liquido e diventi eccessivamente umido.
Protocolli di manutenzione
Affinché lo stampo e i rulli durino più a lungo, è essenziale seguire le procedure di montaggio e regolazione passo dopo passo.
Regolazione del rullo
L'approccio del rulli alla matrice è l'operazione di sicurezza più importante della macchina. Il principio di base prevede che, per avvicinare i rulli, questi debbano essere sempre ruotati verso sinistra, in direzione opposta alla rotazione della matrice. Questa configurazione garantisce che se un corpo metallico entra accidentalmente nella macchina, il rullo cede e si separa dalla matrice per evitare rotture.
Se la regolazione viene effettuata in senso inverso, i rulli tenderebbero ad aprirsi in caso di sovraccarico, causando inevitabili danni strutturali.
Per le pellettizzatrici con sistemi di regolazione automatica, il funzionamento diventa un processo molto più rapido e sicuro. Questi sistemi eliminano la necessità di complesse regolazioni individuali, consentendo all'operatore di gestire la pressione dei rulli in modo centralizzato e uniforme. Agendo su un'unica manopola o meccanismo di controllo, l'usura di tutti i rulli viene compensata simultaneamente, assicurando che lo sforzo di pellettizzazione sia distribuito con totale precisione.
Cambio e sostituzione della matrice
Il processo di sostituzione inizia con la rimozione degli elementi di alimentazione e la rimozione dei rulli. Nelle situazioni in cui lo stampo è bloccato, è necessario utilizzare viti di estrazione specifiche montate sul tamburo di trasmissione.
La cura principale durante questa sostituzione comprende:
- Pulizia accurata: Pulire accuratamente l'alloggiamento nella piastra matrice, rimuovendo la farina accumulata, i fori di fissaggio e il perno di centraggio.
- Lubrificazione preventiva: Applicare grasso antigrippaggio all'anello della matrice e alle viti di fissaggio per garantire uno smontaggio agevole e proteggere gli alloggiamenti.
- Controllo degli elementi di taglio: Controllare le condizioni della lama spazzatrice e delle lame della piastra a rulli. Lavorare con lame in cattive condizioni provoca il surriscaldamento e l'usura precoce dei cuscinetti principali.

Dettaglio critico nell'assemblaggio di matrici
La causa principale della maggior parte delle fratture da fatica trasversali è l'errato montaggio. Gli errori di assemblaggio più comuni includono:
- Mancanza di un supporto solido: Se la vite di fissaggio blocca la filettatura - perché troppo lunga o perché sporca - la matrice non si posiziona saldamente ed è destinata a rompersi a causa della fatica.
- Problemi di centratura: Nelle matrici di centratura coniche è fondamentale controllare la perpendicolarità. Un montaggio errato provoca «salti» e sovraccarichi di punti che causano la rottura della pista di rotolamento.
- Montaggio a flangia: Assicurarsi che la flangia della matrice non tocchi la parte inferiore della flangia, in quanto ciò impedirebbe un fissaggio corretto e causerebbe rotture trasversali.
Usura e anomalie sul lavoro
L'usura della matrice varia a seconda della natura del prodotto lavorato. Mentre i prodotti nobili mostrano un'usura equilibrata, i prodotti altamente abrasivi accelerano il deterioramento della zona di compressione.
Le anomalie operative spesso lasciano chiare tracce visive:
- Superficie di ripreparazione: Sintomo diretto di una pressione eccessiva tra i rulli e lo stampo o di una mancanza di alimentazione costante del prodotto.
- Fori di trivellazione otturati: Possono essere dovuti a una compressione insufficiente o eccessiva nelle aree di lavoro dello stampo.

Raffreddamento
Una volta che il pellet lascia la camera di pellettizzazione, il processo tecnico non è finito. Il pellet esce con un elevato carico termico e di umidità che, se non gestito correttamente, comprometterebbe la stabilità del prodotto e la sua conservabilità. Questa fase finale assicura che lo sforzo di condizionamento e pressatura si traduca in un prodotto commerciabile e sicuro, evitando lo sviluppo di funghi durante lo stoccaggio.
I fondamenti del raffreddamento
Il raffreddamento si basa sulla circolazione dell'aria attraverso la massa di granuli. Questo processo avviene grazie allo scambio di calore sensibile, che passa dal prodotto all'aria, oltre all'evaporazione dell'acqua presente nei granuli. L'efficienza di questo scambio dipende da variabili critiche come la temperatura e l'umidità del pellet, il flusso e la temperatura dell'aria e il tempo di contatto tra i due.
Quanto più basse sono l'umidità e la temperatura dell'aria, tanto maggiore è la trasmissione del calore e l'evaporazione dell'acqua. Questo processo di essiccazione è essenziale per rimuovere l'acqua in eccesso aggiunta sotto forma di vapore durante la pellettizzazione, lasciando il prodotto entro valori ottimali per la conservazione. Tuttavia, è necessario evitare un'essiccazione eccessiva, poiché comporta una diminuzione diretta del peso finale del prodotto.
Efficienza del sistema in controcorrente
Sebbene esistano vari tipi di refrigeratori, il refrigeratore verticale in controcorrente si è affermato come la soluzione più efficace grazie alla sua semplicità e alle sue elevate prestazioni.
Rispetto alle tecnologie orizzontali o a cascata, questo sistema offre indubbi vantaggi:
- Ottimizzazione dello spazio: Riduce drasticamente lo spazio occupato sia in altezza che in superficie.
- Efficienza del flusso: Consente di ridurre il fabbisogno di aria fino a 20%, risparmiando energia e riducendo le dimensioni dei componenti.
- Controllo dell'umidità: Possibilità di modificare il tempo di sosta (da 10 a 20 minuti) per regolare con precisione l'umidità finale del prodotto.
- Uniformità termica: Raggiunge temperature di uscita molto vicine all'ambiente, di solito con una differenza di soli 5°C.

I sistemi di sicurezza antincendio sono incorporati come parte integrante del refrigeratore. Questi dispositivi rilevano le anomalie termiche e agiscono immediatamente sulla ventilazione e sul flusso di prodotto, arrestando il processo per proteggere l'integrità dell'impianto. Questa protezione è sempre più necessaria a causa dell'alta percentuale di liquidi nelle formulazioni moderne.
Per le operazioni in ambienti geografici con climi caldi o periodi di elevata umidità, i refrigeratori convenzionali possono incontrare dei limiti, in quanto non possono abbassare la temperatura del granulo al di sotto dell'ambiente. In questi casi, si utilizzano sistemi specializzati che iniettano aria fredda e secca. Questa tecnologia consente di raggiungere temperature in uscita inferiori a quelle dell'aria esterna, garantendo la stabilità del pellet anche in condizioni estreme e migliorando l'efficienza della separazione delle polveri residue.
Conclusioni finali
Per concludere questa guida, la pellettizzazione dei mangimi deve essere intesa come un ecosistema di precisione in cui l'ingegneria meccanica e il trattamento termico convergono per massimizzare il valore nutrizionale. La chiave del successo operativo sta nell'equilibrio dei cinque parametri - superficie di lavoro, diametro, angolo di compressione, tempo di permanenza e velocità tangenziale - sempre adattati alla natura specifica di ogni formulazione. Il condizionamento termico che raggiunge la gelatinizzazione dell'amido a 83,7°C, unito a un rigoroso protocollo di manutenzione per l'assemblaggio degli stampi e la regolazione dei rulli, non solo garantisce l'eliminazione batteriologica e la durata strutturale del granulo, ma assicura anche la redditività e la longevità dell'impianto. Infine, un efficiente processo di raffreddamento, adattato alle condizioni geografiche, stabilizza il prodotto finale per una distribuzione sicura, consolidando un'operazione di livello mondiale sostenuta da decenni di eccellenza tecnica.
Domande frequenti (FAQ)
Che cos'è la pellettizzazione dei mangimi?
La pellettizzazione dei mangimi è un processo meccanico e termico che trasforma le materie prime in polvere in pellet compatti attraverso l'applicazione di pressione, calore e umidità. Il risultato è un prodotto omogeneo con maggiore densità e digeribilità, che elimina la possibilità di demiscelazione e garantisce un dosaggio uniforme di tutti gli ingredienti e i farmaci presenti nella formula.
Quali sono i parametri più importanti nel processo di pellettizzazione?
I cinque parametri determinanti sono la superficie di lavoro della filiera, il diametro e la larghezza della filiera, l'angolo di compressione, il tempo di permanenza nel foro e la velocità tangenziale. L'equilibrio tra queste cinque variabili, sempre adattato alla natura di ogni formula, è ciò che determina la qualità del granulo, il consumo energetico e la durata dei componenti.
Qual è lo scopo del condizionamento termico prima della granulazione?
Il condizionamento termico prepara le farine prima di entrare nella pressa mediante l'applicazione controllata di vapore e calore. Il suo obiettivo principale è quello di ottenere la gelatinizzazione degli amidi a partire da 83,7°C, che agisce come legante naturale e migliora la coesione del pellet. È anche la barriera più efficace contro agenti patogeni come la Salmonella, che per essere eliminata necessita di temperature tra 88 e 90°C mantenute per almeno 0,5-1,5 minuti.
Qual è la differenza tra un condizionatore standard e un espansore?
Il condizionatore standard opera con tempi di ritenzione brevi, da 10 a 15 secondi, e temperature da 70 a 80°C ed è adatto a formulazioni convenzionali. L'espansore, invece, sottopone il prodotto a pressioni da 20 a 30 bar per 5 secondi, raggiungendo fino a 130°C. Questo garantisce la totale eliminazione batteriologica e permette di incorporare elevati volumi di liquidi che un condizionatore convenzionale non può gestire.
Perché si producono i fini nella pellettizzazione e come si riducono?
Le particelle fini sono il risultato diretto di un tempo di permanenza insufficiente all'interno dei fori dello stampo, di una superficie di lavoro inadeguata alla difficoltà del prodotto o di un cattivo condizionamento termico. La soluzione più efficace non è forzare la pressione o separare i rulli, ma dimensionare correttamente la superficie dello stampo in modo che il prodotto scorra con la giusta resistenza e che gli amidi e le proteine abbiano il tempo di depositarsi prima che i granuli vengano espulsi.
Quale velocità tangenziale devo utilizzare a seconda del tipo di avanzamento?
La velocità ottimale varia a seconda della difficoltà di compattazione e della sensibilità termica della formula. Per i mangimi per pollame ad alto contenuto di cereali, si consigliano da 7 a 8 m/s. Per gli alimenti per suini, conigli e bovini con fibre e melassa, si consigliano 6-7 m/s. Per i prodotti altamente fibrosi e sensibili al calore, come l'erba medica o la paglia, tra 5,5 e 6 m/s. Una velocità errata porta al surriscaldamento o alla perdita di valore nutrizionale.
Ogni quanto tempo è necessario cambiare il dado di una pellettizzatrice?
Non esiste una frequenza fissa, poiché l'usura dipende dal tipo di prodotto lavorato, dall'abrasività degli ingredienti e dalla corretta regolazione dei rulli. Gli indicatori che segnalano la necessità di una sostituzione sono la comparsa di superfici di sfarinamento, l'intasamento ripetuto dei fori e un progressivo calo della qualità del granulo con un aumento dei fini. Un protocollo di manutenzione preventiva che preveda il controllo regolare della regolazione dei rulli e la lubrificazione degli elementi di fissaggio prolunga notevolmente la vita della trafila.
Perché il raffreddamento del pellet è importante dopo la pellettizzazione?
Il pellet lascia la camera di pellettizzazione con temperatura e umidità elevate che, senza un adeguato raffreddamento, favoriscono lo sviluppo di funghi durante lo stoccaggio e compromettono la stabilità del prodotto. Il raffreddatore verticale in controcorrente è la soluzione più efficiente: riduce il consumo d'aria fino a 20%, consente di regolare il tempo di permanenza tra 10 e 20 minuti e raggiunge temperature in uscita di soli 5°C sopra l'ambiente.


