
Por detrás de cada tonelada de ração peletizada existe um frágil equilíbrio entre pressão, temperatura, área de superfície e velocidade. Quando esse equilíbrio falha, a fábrica paga por ele em finos, desgaste prematuro e consumo de energia em alta. A granulação de ração não é apenas mecânica: é engenharia de precisão. Este guia técnico percorre todo o processo - parâmetros de funcionamento, condicionamento térmico, manutenção e protocolos de arrefecimento - com o único objetivo de fazer com que a sua fábrica produza mais, melhor e a custos mais baixos.
Noções básicas de peletização
A peletização não deve ser entendida simplesmente como a moldagem de uma mistura; trata-se de um processo mecânico e térmico complexo. Consiste em submeter matérias sólidas e pulverulentas a uma pressão elevada para obter um estado de aglomeração permanente das partículas. Esta mudança de fase física não só altera a aparência externa, como também afecta positivamente os elementos estruturais dos ingredientes, permitindo uma maior utilização metabólica durante a ingestão.
De um ponto de vista estratégico, este processo oferece duas vantagens:
- Para o fabricanteDensidade: Obtém-se um aumento crítico da densidade, optimizando o transporte e o armazenamento. Também proporciona maior elasticidade para modificar as formulações e permite a incorporação de medicamentos sem o risco de dosagem errática.
- Para o criador de gadoElimina a possibilidade de não mistura, impedindo o animal de fazer uma escolha selectiva de ingredientes ou medicamentos. O tratamento térmico também assegura a eliminação de bactérias e melhora a conversão alimentar através de uma maior digestibilidade.

Parâmetros operacionais decisivos
Para alcançar um equilíbrio entre potência, produção e qualidade, a conceção da operação deve ser regida por cinco variáveis determinantes que afectam diretamente o comportamento da matéria-prima no interior da máquina:
I. Superfície de trabalho
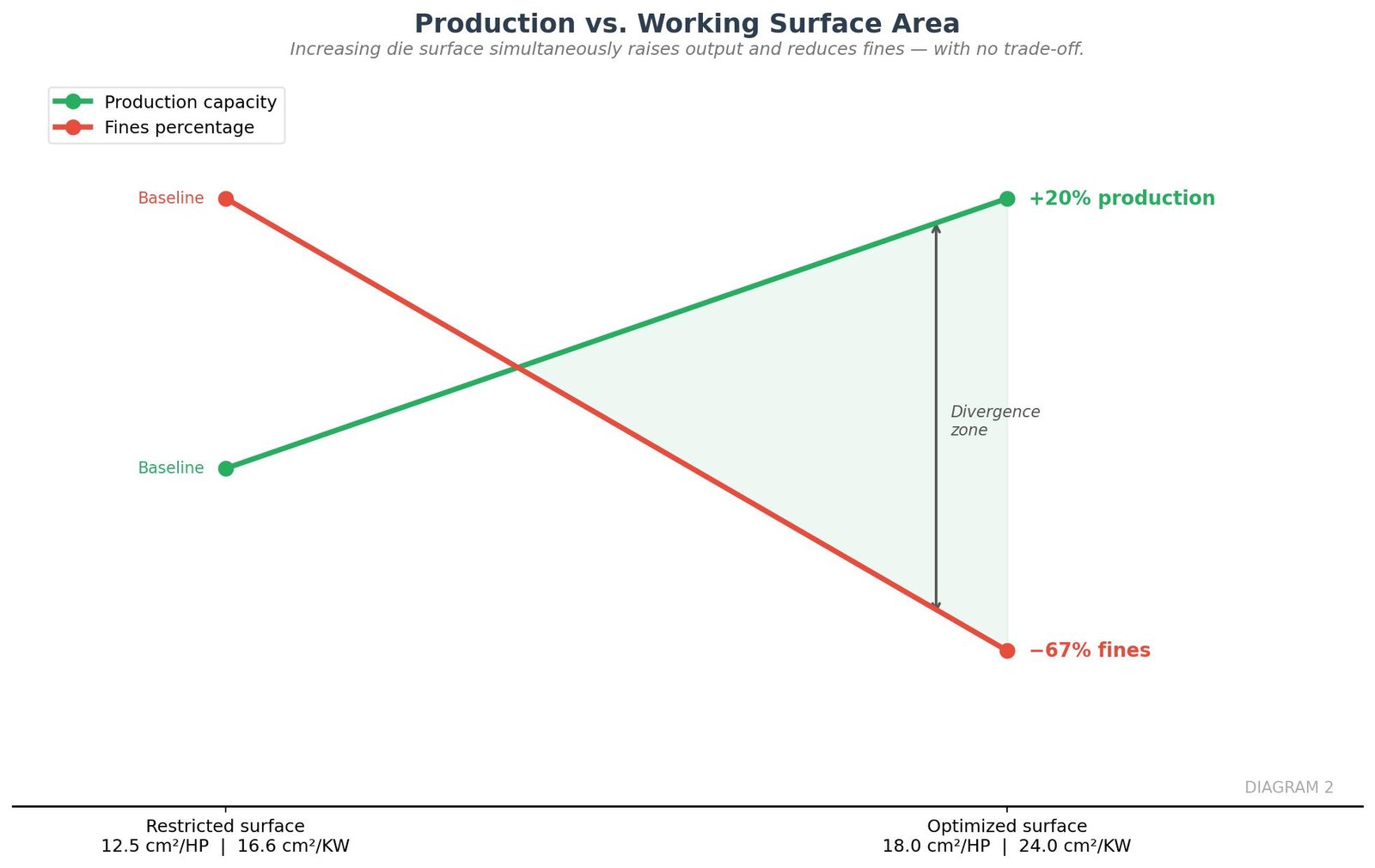
A superfície de trabalho da matriz não é simplesmente uma dimensão física, mas o fator crítico que determina a eficiência de todo o processo de granulação. Na indústria moderna, onde as formulações estão a tornar-se cada vez mais complexas devido à inclusão de elevados níveis de fibra e aditivos líquidos, como gorduras ou melaços, uma área de superfície reduzida torna-se um estrangulamento operacional. Quando o operador está a trabalhar com uma área de superfície insuficiente para a dificuldade do produto, é forçado a recorrer a uma elevada compressão para tentar manter a integridade do grânulo. Esta sobrepressão desencadeia um ciclo de ineficiência em que o consumo de energia dispara e a produção efectiva diminui exponencialmente.
Um efeito secundário do funcionamento nestas condições de trabalho pesado é a ocorrência de um desgaste irregular entre a matriz e os rolos. A dificuldade mecânica de extrusão do material transforma o stress sobre a máquina num custo de manutenção prematuro elevado.
Existe também uma prática comum, mas tecnicamente desaconselhável: separar os rolos e reduzir o fluxo de entrada da farinha. Embora se pretenda aumentar o tempo de permanência do produto no interior dos orifícios para melhorar a compactação, a realidade física é que isso gera um deslizamento excessivo entre a matriz e os rolos. Este sistema é ineficiente porque grande parte da energia aplicada não é utilizada para a granulação, mas é dissipada como calor residual, comprometendo seriamente a vida útil de todo o conjunto mecânico.
Em vez disso, um design baseado numa superfície de matriz optimizada permite que o material flua adequadamente, garantindo um tempo de permanência natural e eficaz dentro dos orifícios. Esta configuração técnica garante um desempenho superior e uma qualidade consistente dos pellets com uma presença mínima de finos. Ao não ter de forçar a mecânica da prensa, consegue-se uma vida mais longa dos componentes de desgaste e uma relação energia/rendimento muito mais económica. Esta abordagem permite tanto a otimização das máquinas existentes como a conceção de novas unidades capazes de lidar com formulações cada vez mais exigentes.
II. Diâmetro e largura da matriz
Estas dimensões definem a capacidade de distribuição e são decisivas para a gelatinização dos amidos e a eliminação das bactérias. O aumento do diâmetro resulta numa melhor distribuição do produto na superfície de trabalho, o que permite ao condicionador gerir tempos de permanência mais longos sem saturar a câmara de granulação. Uma largura (espessura) mal calculada pode levar a um desgaste irregular, a um consumo de energia desnecessariamente elevado e a uma qualidade comprometida, dependendo da sensibilidade térmica de cada formulação.
III. ângulo de compressão (α)
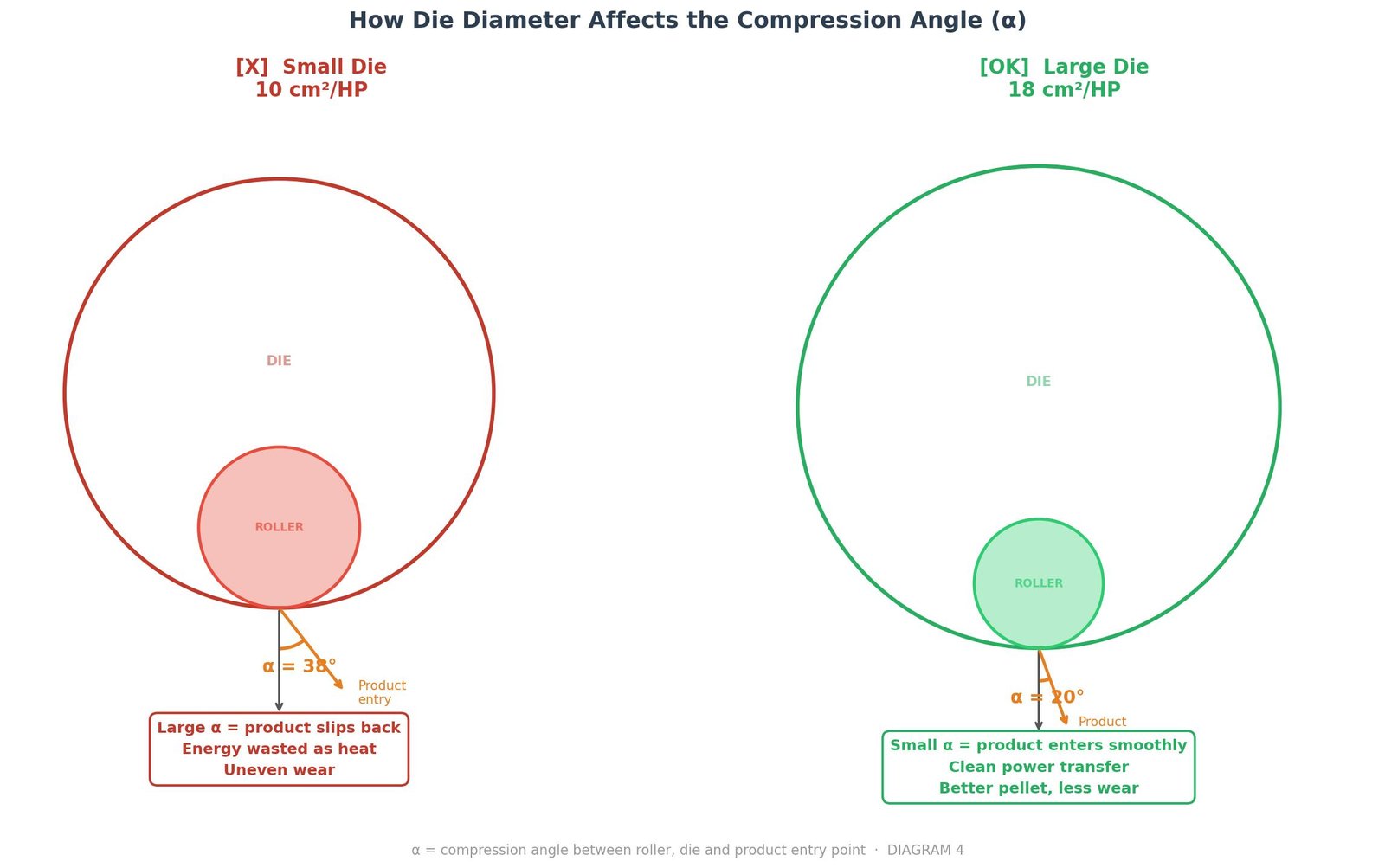
O ângulo de compressão representa a relação física entre o rolo, a matriz e a entrada do produto a comprimir (α). Um design optimizado procura reduzir este ângulo para garantir que a força mecânica é traduzida em extrusão e não desperdiça energia através de fricção ineficiente.
Quando o desenho da matriz não é adequado à fórmula, o ângulo de ataque pode tornar-se demasiado acentuado, gerando um efeito de rejeição em que a farinha tende a deslizar para trás em vez de ser forçada a passar pelos orifícios da matriz. Esta resistência mecânica faz com que a potência do motor seja convertida em calor residual devido ao deslizamento entre a matriz e o rolo, o que aumenta a temperatura dos componentes sem aumentar a produção efectiva.
A estratégia técnica mais eficaz para otimizar este fator consiste em aumentar o diâmetro da matriz. Ao aumentar o raio da matriz, obtém-se uma trajetória de contacto mais suave e um ângulo de ataque muito mais progressivo. Esta redução do ângulo (α) assegura uma transferência de energia limpa e direta, permitindo que o produto seja espalhado uniformemente sobre a superfície de trabalho e penetre nos orifícios com uma resistência mínima. O resultado é um grânulo coeso superior, um fluxo de produção constante e uma redução do esforço mecânico necessário para o processo.
IV. duração da estadia
Este parâmetro actua como uma fase de cura mecânica: uma maior permanência do produto no interior do orifício permite que as forças de fricção e o tratamento térmico residual terminem a plastificação dos componentes da fórmula, garantindo que o granulado atinja a sua máxima durabilidade estrutural antes de ser ejectado.
De acordo com os cálculos de engenharia registados, para as matrizes de configuração 4 × 60, é possível otimizar este tempo ajustando a relação entre a área de superfície e a potência para aumentar o tempo de permanência de 1,3 segundos para 1,5 segundos, o que representa um aumento de 15% no tempo efetivo de compactação, mesmo mantendo elevadas capacidades de produção até 12.000 kg/h.
A chave técnica para gerir este fator reside no correto dimensionamento da superfície da matriz, evitando práticas ineficientes como a redução forçada do fluxo de produto ou a separação de rolos. Um tempo de permanência equilibrado, derivado de um desenho adequado da matriz, assegura que o grânulo tem a margem necessária para que os amidos e as proteínas assentem solidamente, resultando numa redução drástica de finos e numa resistência superior ao transporte e manuseamento posterior.
Deste modo, o tempo de espera deixa de ser uma variável aleatória e passa a ser uma consequência direta de um equilíbrio entre a capacidade de receção da máquina e as exigências físicas da formulação.
V. Velocidade tangencial
A velocidade tangencial é o parâmetro que coordena a capacidade de peletização com a natureza físico-química do produto, influenciando diretamente o consumo de energia e a sensibilidade do material ao calor gerado durante o processo. Não existe uma velocidade universal; a rotação da matriz deve ser ajustada de acordo com a dificuldade de compactação do produto e a temperatura que os seus ingredientes podem suportar.
Uma velocidade incorrecta pode resultar num consumo excessivo de energia ou na perda de valor nutricional devido ao sobreaquecimento da fórmula.
Na prática operacional, os produtos são classificados em três grandes categorias para determinar a sua velocidade ideal:
- Alimentos para aves de capoeira: com elevado teor de grão e boa tolerância térmica. Permitem velocidades tangenciais elevadas de 7 a 8 m/segundo, maximizando a produção sem comprometer a integridade dos grânulos.
- Alimentos para porcos, coelhos e gado: formulações que normalmente incorporam níveis significativos de fibras e agentes líquidos como o melaço. A velocidade óptima situa-se entre 6 e 7 m/segundo.
- Produtos altamente fibrosos: materiais de baixa densidade e muito sensíveis ao calor, como a luzerna ou a palha. Requerem velocidades baixas, com uma gama recomendada de 5,5 a 6 m/segundo. A velocidade reduzida limita o calor de fricção e facilita o enchimento uniforme dos orifícios da matriz.
| Parâmetro | Função principal | Erro comum | Solução óptima | Dados principais |
|---|---|---|---|---|
| I. Superfície de trabalho | Determina a eficiência global. Regula o fluxo de material e o tempo de residência natural nos orifícios. | Separa os rolos e reduz o fluxo. Gera deslizamento e dissipa a energia em calor residual. | Matriz optimizada: fluxo correto sem esforço mecânico. Menos finos e maior vida útil. | Uma superfície insuficiente acciona o consumo de energia e reduz exponencialmente a produção. |
| II. Diâmetro e largura | Define a capacidade de espalhar o produto na superfície de trabalho. | Largura mal calculada: desgaste irregular e consumo de energia desnecessário. | Maior diâmetro: melhor distribuição do produto e distribuição uniforme da carga. | O diâmetro afecta diretamente o ângulo de compressão (parâmetro III). |
| III. ângulo de compressão (α) | Controla que a força mecânica seja convertida em extrusão efectiva e não em fricção ineficiente. | Ângulo acentuado: a farinha desliza para trás e o motor gera calor sem produção. | Aumento do diâmetro da matriz: reduz o α e melhora a coesão dos grânulos. | O ângulo reduzido garante uma transferência de potência limpa e uma penetração uniforme. |
| IV. duração da estadia | Fase de cura mecânica: permite que os amidos e as proteínas assentem antes de o granulado ser ejectado. | Reduzir o caudal ou separar os rolos à força: não aumenta o tempo de funcionamento, mas apenas gera desgaste. | Dimensionamento correto da superfície: o tempo ótimo é uma consequência da conceção. | Configuração 4×60: de 1,3 s a 1,5 s = +15% de compactação efectiva a 12.000 kg/h. |
| V. Velocidade tangencial | Coordena a peletização com a físico-química do produto. Regula a produção de calor e o consumo de eletricidade. | Velocidade incorrecta: sobreaquecimento ou consumo excessivo. Perda de valor nutritivo. | Aves de capoeira: 7-8 m/s - Suínos/Bovinos: 6-7 m/s - Alfafa/Trato: 5,5-6 m/s | Não existe uma velocidade universal: ajustar em função da dificuldade de compactação e da tolerância térmica. |
Condicionamento térmico
O condicionamento é a fase preparatória em que as farinhas são submetidas a um tratamento térmico e de humidade antes de entrarem na prensa. O principal objetivo é conseguir a gelatinização dos amidos, um processo físico-químico que se inicia a 83,7°C. Esta transformação é essencial, pois actua como um aglutinante natural que compacta o material e dá ao grânulo uma estrutura sólida e resistente.
Para além do benefício estrutural, o acondicionamento adequado é a principal barreira à eliminação bacteriológica, especialmente de agentes patogénicos como a Salmonella, que requer um controlo rigoroso da temperatura (cerca de 88-90°C) e do tempo de contacto (0,5 a 1,5 minutos) para ser erradicada eficazmente.

A rampa de instalação do vapor
Para que o processo seja bem sucedido, é necessária a utilização de vapor saturado e seco, sem arrastamento de água líquida que possa dificultar a peletização e arrefecer a mistura. Do ponto de vista técnico, a instalação deve dispor de uma caldeira capaz de manter uma pressão de trabalho mínima de 6 kg/cm² para garantir um fornecimento constante e de qualidade. Idealmente, uma rampa de vapor deve ser instalada o mais próximo possível dos condicionadores para garantir a estabilidade do sistema. Esta rampa integra geralmente separadores de água de tripla ação e uma válvula redutora que permite regular a pressão entre 1,5 e 3 kg/cm² em função das necessidades específicas da instalação. Embora os valores possam variar, o consumo de vapor é geralmente estimado em cerca de 5% de produção, considerando que cada aumento de 10°C acrescenta normalmente 0,6% de humidade adicional ao produto.
Tecnologias de condicionamento e maturação
Em função das necessidades da fórmula e do investimento, estão disponíveis várias soluções tecnológicas:
- Condicionador padrão: O corpo cilíndrico com um eixo de pás de posição variável assegura uma mistura homogénea de vapores e líquidos. Funciona com tempos de retenção curtos de 10 a 15 segundos a temperaturas de 70°C a 80°C.
- Condicionador térmico: Permite tempos de espera de 1 a 1,5 minutos e temperaturas até 100°C. Incorpora um variador de frequência para definir a velocidade ideal e uma câmara de vapor externa que fornece calor adicional sem adicionar humidade em excesso. Ideal para farinhas saturadas de líquidos.
- Amadurecimento: Para processos que requerem uma maturação prolongada de farinhas com líquidos, trabalhar durante cerca de 20 minutos a temperaturas de 60°C a 70°C antes da peletização.
- Expansor: Preparador de pressão que submete o produto a uma pressão de 20 a 30 bar durante 5 segundos. Atinge temperaturas até 130°C, garantindo a total eliminação bacteriológica e facilitando a incorporação maciça de líquidos.
Condicionamento de acordo com o tipo de alimento
Cada formulação requer uma gestão térmica diferente para evitar falhas de funcionamento:
- Alimentos com elevado teor de amido (Aves de capoeira): Necessitam de níveis de humidade próximos de 17-18% e de calor intenso para atingir a gelatinização parcial.
- Melazados Feed: A adição de vapor deve ser moderada, uma vez que o melaço fornece 26% de água. Recomenda-se o pré-aquecimento do melaço a 93°C para não ultrapassar os limites de humidade.
- Alimentos sensíveis ao calor: Os que contêm leite seco ou açúcar começam a caramelizar a 60°C. A adição de vapor deve ser reduzida ao mínimo e devem ser utilizados moldes finos para reduzir o calor de fricção.
- Alimentação com ureia: Requerem uma adição mínima de vapor, uma vez que o calor e a humidade aumentam a solubilidade da ureia, fazendo com que o produto se comporte como um líquido e se torne excessivamente húmido.
Protocolos de manutenção
Para que a matriz e os rolos durem mais tempo, é essencial seguir os procedimentos de montagem e ajuste passo a passo.
Ajuste do rolo
A abordagem do rolos A aproximação dos rolos à matriz é a operação de segurança mais importante da máquina. O princípio básico dita que, para aproximar os rolos, estes devem ser sempre rodados para a esquerda, na direção oposta à rotação da matriz. Esta configuração garante que, se um corpo metálico entrar acidentalmente na máquina, o rolo cederá e separar-se-á da matriz para evitar a rutura.
Se o ajuste for efectuado no sentido inverso, os rolos tenderiam a abrir-se sob sobrecarga, causando danos estruturais inevitáveis.
Para pelletizadoras com sistemas de ajuste automático, a operação torna-se um processo muito mais rápido e seguro. Estes sistemas eliminam a necessidade de ajustes individuais complexos, permitindo ao operador gerir a pressão dos rolos de forma centralizada e uniforme. Através da atuação de um único botão ou mecanismo de controlo, o desgaste de todos os rolos é compensado simultaneamente, garantindo que o esforço de peletização é distribuído com total precisão.
Alteração e substituição de matrizes
O processo de troca começa com a remoção dos elementos de alimentação e a remoção dos rolos. Nas situações em que a matriz está bloqueada, devem ser utilizados parafusos de extração específicos montados no tambor de acionamento.
Os principais cuidados durante esta substituição incluem:
- Limpeza completa: Limpar bem o alojamento da placa da matriz, removendo a farinha acumulada, os orifícios de fixação e o pino de centragem.
- Lubrificação preventiva: Aplicar massa lubrificante antigripante no anel da matriz e nos parafusos de fixação para garantir uma desmontagem suave e proteger as caixas.
- Controlo dos elementos de corte: Verificar o estado da lâmina de varrimento e das lâminas da placa de rolos. Trabalhar com lâminas em mau estado provoca o sobreaquecimento e o desgaste prematuro dos rolamentos principais.

Detalhe crítico na montagem de matrizes
O assentamento deficiente é a causa principal da maioria das fracturas por fadiga transversal. Os erros comuns de montagem incluem:
- Falta de apoio sólido: Se o parafuso de fixação travar a rosca - seja por ser demasiado longo ou devido a sujidade - a matriz não assenta firmemente e está condenada a partir-se devido à fadiga.
- Problemas de centragem: Nas matrizes de centragem cónicas, é vital verificar a perpendicularidade. Uma montagem incorrecta provoca «saltos» e sobrecargas pontuais que fracturam a pista.
- Fixação por flange: Certifique-se de que o flange da matriz não toca na parte inferior do flange, pois isso impediria uma fixação correta e causaria rupturas transversais.
Desgaste e anomalias no trabalho
O desgaste da matriz varia consoante a natureza do produto processado. Enquanto os produtos nobres apresentam um desgaste equilibrado, os produtos altamente abrasivos aceleram a deterioração da zona de compressão.
As anomalias operacionais deixam frequentemente vestígios visuais claros:
- Superfície repiqueteada: Sintoma direto de pressão excessiva entre os rolos e a matriz ou de falta de alimentação constante do produto.
- Furos de sondagem obstruídos: Podem dever-se a uma compressão insuficiente ou excessiva nas zonas de trabalho do molde.

Arrefecimento
Quando o granulado sai da câmara de granulação, o processo técnico não está terminado. O pellet sai com uma elevada carga térmica e de humidade que, se não for gerida corretamente, comprometerá a estabilidade do produto e o seu prazo de validade. Esta fase final garante que o esforço de acondicionamento e prensagem se traduz num produto comercializável e seguro, evitando o desenvolvimento de fungos durante o armazenamento.
Os fundamentos da refrigeração
O arrefecimento baseia-se na circulação de ar através da massa de grânulos. Este processo é realizado pela troca de calor sensível, que passa do produto para o ar, além da evaporação da água presente nos grânulos. A eficiência desta troca depende de variáveis críticas como a temperatura e a humidade do granulado, o fluxo e a temperatura do ar e o tempo de contacto entre os dois.
Quanto menor for a humidade e a temperatura do ar, maior será a transmissão de calor e a evaporação da água. Este processo de secagem é essencial para retirar o excesso de água adicionado sob a forma de vapor durante a peletização, deixando o produto dentro dos valores óptimos de conservação. No entanto, deve ser evitada uma secagem excessiva, pois conduz a uma diminuição direta do peso final do produto.
Eficiência do sistema em contracorrente
Embora existam vários tipos de chillers, o chiller vertical de contracorrente estabeleceu-se como a solução mais eficaz devido à sua simplicidade e elevado desempenho.
Em comparação com as tecnologias horizontais ou em cascata, este sistema oferece vantagens claras:
- Otimização do espaço: Reduz drasticamente o espaço ocupado, tanto em altura como em superfície.
- Eficiência do caudal: Permite uma redução da necessidade de ar de até 20%, economizando energia e reduzindo o tamanho dos componentes.
- Controlo da humidade: Possibilidade de modificar o tempo de permanência (10 a 20 minutos) para ajustar com precisão a humidade final do produto.
- Uniformidade térmica: Atinge temperaturas de saída muito próximas da ambiente, normalmente com uma diferença de apenas 5°C.

Os sistemas de proteção contra incêndios são incorporados como parte integrante do chiller. Estes dispositivos detectam anomalias térmicas e actuam imediatamente na ventilação e no fluxo do produto, parando o processo para proteger a integridade da instalação. Esta proteção é cada vez mais necessária devido à elevada percentagem de líquidos nas formulações modernas.
Para operações em ambientes geográficos com climas quentes ou períodos de elevada humidade, os chillers convencionais podem encontrar limitações, uma vez que não podem baixar a temperatura do grânulo abaixo da temperatura ambiente. Nestes casos, são utilizados sistemas especializados que injectam ar frio e seco. Esta tecnologia permite atingir temperaturas de saída inferiores às do ar exterior, garantindo a estabilidade dos grânulos mesmo em condições extremas e melhorando a eficácia da separação do pó residual.
Conclusões finais
Para concluir este guia, a peletização de alimentos para animais deve ser entendida como um ecossistema de precisão onde a engenharia mecânica e o tratamento térmico convergem para maximizar o valor nutricional. A chave para o sucesso operacional reside no equilíbrio dos cinco parâmetros - superfície de trabalho, diâmetro, ângulo de compressão, tempo de permanência e velocidade tangencial - sempre ajustados à natureza específica de cada formulação. O condicionamento térmico que atinge a gelatinização do amido a 83,7°C, associado a um rigoroso protocolo de manutenção da montagem da matriz e da regulação dos rolos, não só garante a eliminação bacteriológica e a durabilidade estrutural do grânulo, como também assegura a rentabilidade e a longevidade da fábrica. Por fim, um processo de arrefecimento eficiente, adaptado às condições geográficas, estabiliza o produto final para uma distribuição segura, consolidando uma operação de classe mundial apoiada por décadas de excelência técnica.
Perguntas frequentes (FAQ)
O que é a peletização de alimentos para animais?
A peletização de rações é um processo mecânico e térmico que transforma matérias-primas em pó em pellets compactos através da aplicação de pressão, calor e humidade. O resultado é um produto homogéneo, com maior densidade e digestibilidade, que elimina a possibilidade de desmistura e garante a dosagem uniforme de todos os ingredientes e medicamentos da fórmula.
Quais são os parâmetros mais importantes no processo de peletização?
Os cinco parâmetros determinantes são a superfície de trabalho da matriz, o diâmetro e a largura da matriz, o ângulo de compressão, o tempo de permanência no furo e a velocidade tangencial. O equilíbrio entre estas cinco variáveis, sempre ajustado à natureza de cada fórmula, é o que determina a qualidade do grânulo, o consumo de energia e a vida útil dos componentes.
Qual é o objetivo do condicionamento térmico antes da granulação?
O condicionamento térmico prepara as farinhas antes de entrarem na prensa através da aplicação controlada de vapor e calor. O seu principal objetivo é conseguir a gelatinização dos amidos a partir de 83,7°C, que actua como um aglutinante natural e melhora a coesão do granulado. É também a barreira mais eficaz contra agentes patogénicos como a Salmonella, que necessita de temperaturas entre 88 e 90°C mantidas durante pelo menos 0,5 a 1,5 minutos para ser eliminada.
Qual é a diferença entre um condicionador padrão e um expansor?
O condicionador padrão opera com tempos de retenção curtos de 10 a 15 segundos e temperaturas de 70 a 80°C e é adequado para formulações convencionais. O expansor, por outro lado, submete o produto a pressões de 20 a 30 bar durante 5 segundos, atingindo até 130°C. Isto garante a eliminação bacteriológica total e permite a incorporação de grandes volumes de líquidos que um acondicionador convencional não pode suportar.
Porque é que os finos são produzidos na peletização e como são reduzidos?
Os finos são o resultado direto de um tempo de permanência insuficiente nos orifícios da matriz, de uma superfície de trabalho inadequada para a dificuldade do produto ou de um mau condicionamento térmico. A solução mais eficaz não é forçar a pressão ou separar os rolos, mas sim dimensionar corretamente a superfície da matriz para que o produto flua com a resistência adequada e os amidos e as proteínas tenham tempo para assentar antes de os grânulos serem ejectados.
Que velocidade tangencial devo utilizar em função do tipo de alimentação?
A velocidade óptima varia em função da dificuldade de compactação e da sensibilidade térmica da fórmula. Para os alimentos para aves de capoeira com elevado teor de cereais, recomenda-se 7 a 8 m/s. Para os alimentos para suínos, coelhos e bovinos com fibras e melaço, recomenda-se 6 a 7 m/s. Para produtos altamente fibrosos e sensíveis ao calor, como alfafa ou palha, entre 5,5 e 6 m/s. Uma velocidade incorrecta conduz ao sobreaquecimento ou à perda de valor nutritivo.
Com que frequência é necessário mudar a matriz de um peletizador?
Não existe uma frequência fixa, uma vez que o desgaste depende do tipo de produto processado, da abrasividade dos ingredientes e do ajuste correto dos rolos. Os indicadores que assinalam a necessidade de substituição são o aparecimento de superfícies de vibração, o entupimento repetido dos orifícios e uma diminuição progressiva da qualidade dos grânulos com um aumento dos finos. Um protocolo de manutenção preventiva com controlo regular da regulação dos rolos e lubrificação dos elementos de fixação prolonga significativamente a vida útil da ferramenta.
Porque é que o arrefecimento das pelotas é importante após a peletização?
O granulado sai da câmara de granulação com temperatura e humidade elevadas que, sem um arrefecimento adequado, favorecem o desenvolvimento de fungos durante o armazenamento e comprometem a estabilidade do produto. O arrefecedor vertical em contracorrente é a solução mais eficaz: reduz o consumo de ar até 20%, permite ajustar o tempo de permanência entre 10 e 20 minutos e atinge temperaturas de saída apenas 5°C acima da temperatura ambiente.


