
When a feed mill, a grain plant, or any facility that handles large volumes of dry bulk considers expanding its storage capacity, they almost always reach the same crossroads: cylindrical silos or square silos. The question seems simple, but behind it lie engineering decisions that affect construction costs, space utilization, structural behavior, and flow reliability. This article attempts to bring order to that decision from a technical standpoint, without commercial shortcuts, and openly acknowledging when each geometry makes sense.
The starting point: what a silo is actually for
A silo is not just a container. It is a structural element that must fulfill several functions at once:
- Withstand the static and dynamic loads of the stored material.
- Ensure a predictable and complete download flow.
- Integrate with the rest of the facility.
- Maintain the product in acceptable condition during storage.
The geometry of the section conditions the four aspects. Therefore, comparing silos solely by their nominal capacity in tons is misleading: two silos with the same capacity can behave very differently if their geometry is different.

The advantage of the cylinder: symmetry and structural efficiency
The cylindrical silo It's the classic solution for a reason, with over a hundred years of theory behind it. Axial symmetry causes the material pressures to be distributed approximately uniformly around the perimeter. The wall then fundamentally works in tension, withstanding membrane stresses in its plane. This is very efficient: steel works much better in tension than in bending, so a well-designed cylindrical silo can be surprisingly light for the load it carries.
The theory underpinning this behavior dates back to Janssen in 1895 and remains the basis for current design codes, including Eurocode EN 1991-4. When large, isolated unit capacity is required, especially for the long-term storage of cereals, the cylinder remains hard to beat.
What changes with a square silo
The reason why there are square silos, and why they continue to be installed in most modern feed mills is not structural but space utilization. Four cylindrical silos placed together inevitably leave four dead spaces between them. Four adjacent square silos share walls and completely eliminate these gaps. The difference, on the same footprint, is usually between twenty-five and forty percent more usable capacity in favor of the square.
This advantage is decisive in industrial plants where space is expensive or limited. A square silo can be placed against a wall, fit between two existing structural pillars, or be grouped in batteries of several cells that share foundations and platforms. Modularity also offers other operational advantages:
- Future expansion by adding cells without touching existing ones.
- Separation of distinct products in adjacent cells.
- Direct integration into compact process circuits.
- Better utilization of existing vessels with height or surface limitations.
So far the argument is geometric and economic. The truly interesting part, and the part almost nobody talks about, is what happens inside the wall when a square silo is filled.
The hidden problem: the pressures are not uniform
For decades, square silos were designed by applying Janssen's theory as is, assuming uniform pressure on each horizontal plane, just like in cylindrical ones. Practice showed that something wasn't quite right: excessive deformations in the center of the walls and difficulties with discharge that were hard to explain.
Starting in the 1990s, a series of pilot-scale trials at the University of Edinburgh and Brunel University, published in Chemical Engineering Science y Engineering Structures, gave a clear answer: in a square silo, the pressures on the wall are not uniform. The pressure at the corners can reach up to seven times higher to the central one, and the pattern repeats systematically between trials and materials.
The physical mechanism is simple to visualize. When the silo fills up:
- The central wall, which is the least rigid area, flexes slightly outward.
- The adjacent material reacts by rearranging itself and transfers some of its weight by arching towards the corners.
- The corners, confined by two orthogonal walls, bear much greater stresses than the center.
The result is a diagonal arch loading pattern that concentrates stresses in the corners and leaves the central area of each wall relatively unloaded.
Why this matters when choosing a silo
The practical consequence goes in two opposite directions. Assuming uniform Janssen pressure overestimates the load in the center of the wall and forces the use of more steel than necessary, increasing the cost of the structure. At the same time, it underestimates the peaks at the corners, which can compromise the joints and, in cohesive products, favor the formation of arches that hinder discharge.
The real qualitative leap lies not in applying more correction coefficients to a model that assumes uniformity, but in designing the wall so that non-uniformity is as small as possible.
Design response: stiffen the wall without getting in the way
The key is that the central wall's arrow is what triggers the whole problem. If the wall barely flexes, the redistribution effect towards the corners is drastically reduced. There are two ways to achieve this:
- Welded external reinforcements on a smooth sheet. It is the traditional solution. It works, but increases manufacturing costs, complicates cleaning, and demands more anticorrosion care at the joints.
- Stiffening by the geometry of the sheet metal itself, folding it with a profile that provides rigidity without added elements.
Zigzag folding, with angles typically close to sixty degrees, is the materialization of the second path. Each fold acts as a small, continuous longitudinal rib that multiplies the section's inertia without significantly increasing weight. A zigzag folded wall flexes much less than a smooth wall of the same thickness, allowing for reasonable thicknesses, typically between three and four millimeters depending on height and product.
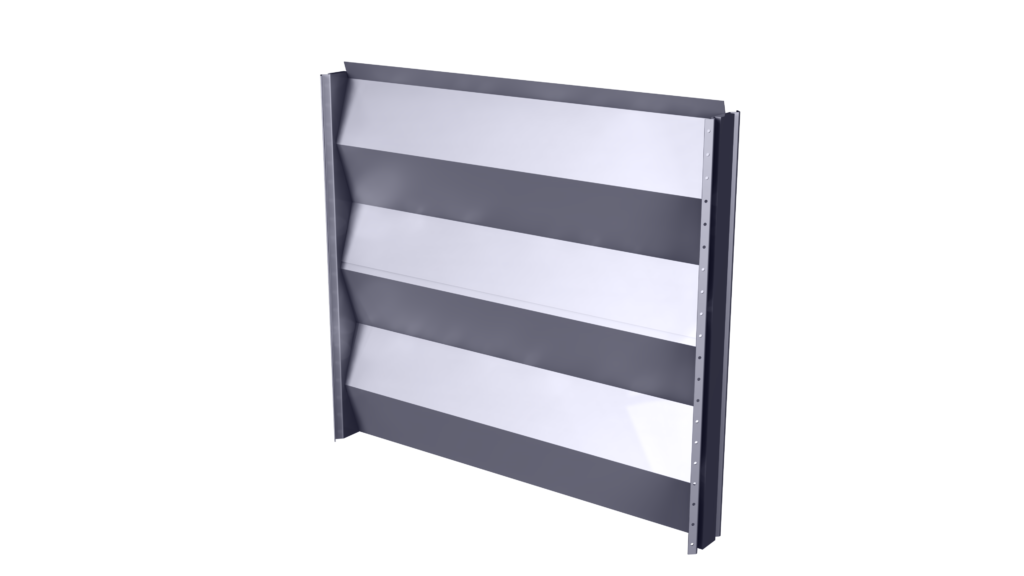
The zigzag is, therefore, not a stylistic peculiarity. It is the direct response to the structural problem identified in the tests: if the driver of the non-uniformity is the central shaft, then the logical approach is to attack that shaft with the sheet metal's own geometry.
Hoppers: Where Geometry Also Decides
Another point where the difference becomes visible is the discharge hopper. In a cylindrical one, the hopper is conical, and axial symmetry guarantees symmetrical flow towards the outlet. In a square one, the hopper is pyramidal, and internal edges appear where material can accumulate if the geometry is not well designed.
The critical parameter is the Valley angle, the angle of the intersection line between two adjacent faces, which is always less than the angle of each individual face. If it's too flat, material gets stuck on the edges, forming stagnant zones. The solution involves calculating the slope of the faces based on the product's flow characteristics and chamfering the internal edges. Small details that aren't visible from the outside but differentiate a hopper that discharges cleanly from one that causes chronic problems.

Quick comparison: square versus cylindrical
| Criterion | Square silo | Cylindrical silo |
|---|---|---|
| Floor space capacity | +25-40 % (terraced) | Reference |
| Pressure distribution | On the uniform (corners vs. center) | Approximately uniform |
| Dominant structural mode | Flexion + traction | Membrane traction |
| Need for wall stiffening | Yes (zigzags or reinforcements) | Minimum |
| Modularity and future expansion | High | Limited |
| Integration into the production process | Excellent | Reduced |
| Very large unit capacities | Less competitive | Optimal |
| Long-term isolated storage | Less usual | Indicated |
| Typical application | Feed factories, process | Cereals, granaries, ports |
A note on the regulations
The structural design of silos in Europe is covered by three reference standards:
- EN 1991-4:actions on silos and tanks.
- EN 1993-4-1:Steel silo project.
- EN 1090:metal structure fabrication.
These standards establish the calculation criteria, safety factors, and manufacturing requirements that any industrial silo, whether square or cylindrical, should meet. Knowledge of the actual behavior of square silos, including non-uniform pressures, is incorporated into these standards to varying degrees.
To finish
The choice between a square silo and a cylindrical silo is not a matter of fashion or aesthetic preference. It depends on the product, the space, integration with the process, usage patterns, and the desired capacity.
A well-designed square silo, with the wall rigidified by a suitable folded profile, thicknesses calculated according to height and product, and a correctly geometrically designed hopper, is a mature and well-founded engineering solution. Its advantages in space utilization and modularity are objective and measurable, its structural challenges are known and solvable, and the comparison with a cylindrical one is not a competition, but a choice between two tools that serve different purposes.
Frequently Asked Questions
On the same footprint, a battery of adjacent square silos typically offers between 25 and 40 % more usable capacity, because it eliminates the dead spaces left by cylinders between them.
Because it stiffens the sheet metal through its own geometry, without the need for welded reinforcements. This reduces the deflection of the central wall, which is the cause of pressure concentration at the corners, and allows for reasonable thicknesses without compromising strength.
Between three and four millimeters in most industrial applications, adjusted according to height, stored product, and cell dimensions.
Any free-flowing dry bulk: compound feeds, cereals, flours, granules, and by-products. Both in process storage and as finished product before shipment.
Yes. Modular construction allows for the incorporation of new adjoining cells without modifying existing ones, which is a clear advantage over cylindrical silos when future growth is anticipated.
Yes. Design and manufacturing are governed by Eurocode EN 1991-4 (actions), EN 1993-4-1 (steel silos), and EN 1090 (manufacturing of steel structures), just like cylindrical silos.
Calculating the hopper face slope according to product flowability and chamfering the internal edges to eliminate accumulation zones. This is the constructive detail that separates a hopper that discharges cleanly from one that causes recurring problems.


