
Behind every tonne of pelleted feed lies a fragile balance between pressure, temperature, surface area and speed. When that balance fails, the plant pays for it in fines, premature wear and soaring energy consumption. Feed pelletizing is not just mechanics: it is precision engineering. This technical guide covers the entire process — operational parameters, thermal conditioning, maintenance protocols and cooling — with the sole objective of enabling your plant to produce more, better and at a lower cost.
Pelletizing fundamentals
Pelletizing should not be understood simply as the molding of a mixture; it is a complex mechanical and thermal process. It consists of subjecting solid and powdery raw materials to high pressure in order to achieve a state of permanent agglomeration of the particles. This physical phase change not only alters the external appearance, but also positively affects the structural elements of the ingredients, enabling superior metabolic utilization during ingestion.
From a strategic perspective, this process offers dual advantages:
- To the Manufacturer:A critical increase in density is achieved, optimizing transport and storage. In addition, it provides greater elasticity to modify formulas and allows the incorporation of drugs without the risk of erratic dosing.
- For the Livestock Farmer:Eliminates the possibility of unmixing, preventing the animal from making a selective choice of ingredients or drugs. In addition, heat treatment ensures the elimination of bacteria and improves feed conversion through increased digestibility.

Determining operating parameters
To achieve a balance between power, production and quality, the design of the operation must be governed by five determining variables that directly affect the behavior of the raw material inside the machine:
I. Working Surface
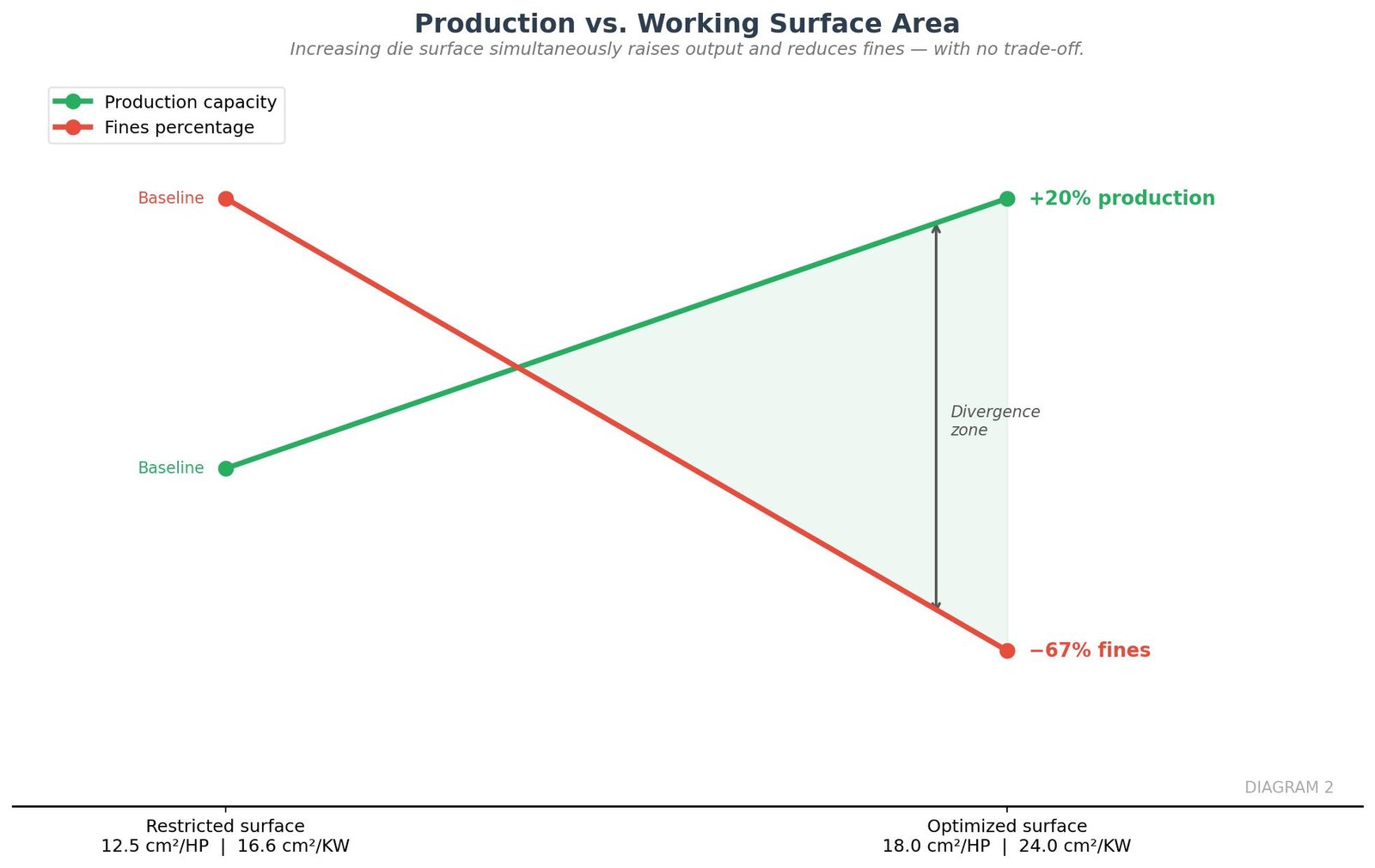
The working surface of the die is not simply a physical dimension, but the critical factor that determines the efficiency of the entire pelletizing process. In the modern industry, where formulations are increasingly complex due to the inclusion of high levels of fiber and liquid additives such as fats or molasses, a reduced surface becomes an operational bottleneck. When the operator works with an insufficient surface for the difficulty of the product, they are forced to resort to high compression levels in an attempt to maintain granule integrity. This overpressure triggers a cycle of inefficiency where energy consumption skyrockets while actual output drops exponentially.
A side effect of operating under these heavy-duty conditions is the occurrence of uneven wear between the die and the rollers. The mechanical difficulty to extrude the material transforms the machine effort into a high premature maintenance cost.
There is also a common but technically inadvisable practice: separating the rollers and reducing the incoming meal flow. Although the aim is to increase the dwell time of the product within the holes to improve compaction, the physical reality is that excessive slippage is generated between the die and the rollers. This approach is inefficient because a large part of the applied energy is not used for granulation, but is instead dissipated as residual heat, seriously compromising the service life of the entire mechanical assembly.
On the contrary, a design based on an optimized die surface allows the material to flow correctly, ensuring a natural and effective dwell time within the holes. This technical configuration guarantees superior performance and consistent granule quality with minimal fines. By not having to force the press mechanics, greater longevity of wear components is achieved along with a much more cost-effective energy-to-output ratio. This approach makes it possible to optimize both existing machines and the design of new units capable of handling increasingly demanding formulations.
II. Die Diameter and Width
These dimensions define the distribution capacity and are determining factors for starch gelatinization and bacterial elimination. By increasing the diameter, a better distribution of the product across the working surface is achieved, allowing the conditioner to manage longer dwell times without saturating the granulation chamber. A poorly calculated width (thickness) can generate uneven wear, unnecessarily increase energy consumption and compromise quality depending on the thermal sensitivity of each formulation.
III. Compression Angle (α)
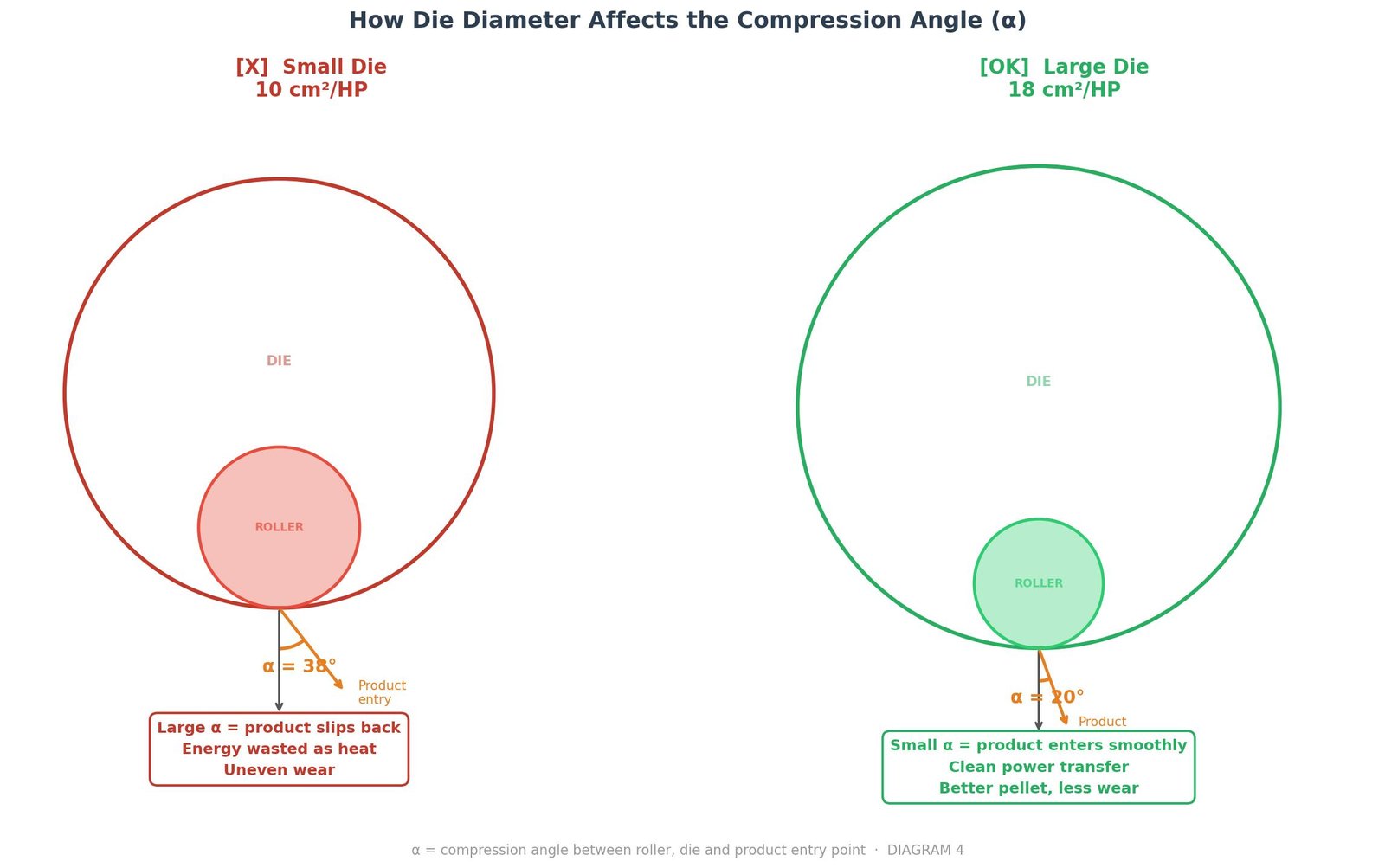
The compression angle represents the physical relationship between the roller, the die and the inlet of the product to be compressed (α). An optimized design seeks to reduce this angle to ensure that the mechanical force translates into extrusion rather than energy waste through inefficient friction.
When the die design is not appropriate for the formulation, the attack angle can become too steep, generating a rejection effect where the meal tends to slide back rather than being forced through the die holes. This mechanical resistance causes the motor power to be converted into residual heat due to slippage between the die and the roller, raising the temperature of the components without increasing actual output.
The most effective technical strategy to optimize this factor is increasing the die diameter. By enlarging the radius of the assembly, a smoother contact trajectory and a much more progressive attack angle are achieved. This reduction of angle (α) ensures clean and direct power transfer, allowing the product to spread uniformly across the working surface and penetrate the holes with minimal resistance. As a result, a granule of superior cohesion is obtained, along with a constant production flow and a reduction in the mechanical effort required for the process.
IV. Length of Stay
This parameter acts as a mechanical curing phase: a longer dwell time of the product within the hole allows friction forces and residual heat treatment to complete the plasticization of the formula components, ensuring that the pellet reaches its maximum structural durability before being expelled.
According to recorded engineering calculations, for dies with a 4 × 60 configuration, it is possible to optimize this time by adjusting the surface-to-power ratio to increase the dwell time from 1.3 seconds to 1.5 seconds, representing a 15% increase in effective compaction time even while maintaining high production capacities of up to 12,000 kg/h.
The technical key to managing this factor lies in the correct sizing of the die surface, avoiding inefficient practices such as forced reduction of product flow or roller separation. A balanced dwell time, derived from an appropriate die design, ensures that the granule has the necessary margin for starches and proteins to set firmly, resulting in a drastic reduction of fines and superior resistance to subsequent transport and handling.
In this way, dwell time ceases to be a random variable and becomes a direct consequence of a balance between the machine's receiving capacity and the physical demands of the formulation.
V. Tangential Velocity
Tangential speed is the parameter that coordinates pelletizing capacity with the physicochemical nature of the product, directly influencing energy consumption and the sensitivity of the material to the heat generated during the process. There is no universal speed; die rotation must be adjusted according to the difficulty of compaction of the product and the temperature that its ingredients can withstand.
Incorrect speed may result in excessive power consumption or loss of nutritional value due to overheating of the formula.
In operational practice, products are classified into three broad categories to determine their ideal speed:
- Poultry feed: with high grain content and good thermal tolerance. They allow working with high tangential speeds between 7 and 8 meters/second, maximizing production without compromising the integrity of the granule.
- Feed for pigs, rabbits and cattle: formulas that usually incorporate significant levels of fiber and liquid agents such as molasses. The optimum speed is between 6 and 7 m/second.
- Highly fibrous products: materials of low density and very sensitive to heat, such as alfalfa or straw. They require reduced speeds, with a recommended range of 5.5 to 6 m/second. The reduced speed limits frictional heat and facilitates uniform filling of the die holes.
| Parameter | Main function | Common error | Optimum solution | Key data |
|---|---|---|---|---|
| I. Working Surface | Determines overall efficiency. Regulates material flow and natural residence time in the orifices. | Separate rollers and reduce flow. Generates slip and dissipates energy in waste heat. | Optimized die: correct flow without mechanical stress. Less fines and longer life. | Insufficient surface area triggers energy consumption and reduces production exponentially. |
| II. Diameter and Width | Defines the product spreading capacity on the work surface. | Poorly calculated width: uneven wear and unnecessary energy consumption. | Larger diameter: better product distribution and uniform load distribution. | The diameter directly affects the compression angle (parameter III). |
| III. Compression Angle (α) | Controls that mechanical force is converted into actual extrusion and not inefficient friction. | Steep angle: the flour slides backwards and the motor generates heat without production. | Increase die diameter: reduces α and improves granule cohesion. | Reduced angle ensures clean power transfer and uniform penetration. |
| IV. Length of Stay | Mechanical curing phase: allows starches and proteins to settle before expelling the pellet. | Reducing flow or forcibly separating rollers: they do not increase service life, but only generate wear. | Correct surface sizing: the optimum time is a consequence of the design. | Config. 4×60: from 1.3 s to 1.5 s = +15% effective compaction at 12,000 kg/h. |
| V. Tangential Velocity | Coordinates pelletizing with product physicochemistry. Regulates heat generated and electrical consumption. | Incorrect speed: overheating or excessive consumption. Loss of nutritional value. | Poultry: 7-8 m/s - Pigs/Cattle: 6-7 m/s - Alfalfa/Straw: 5.5-6 m/s | There is no universal speed: adjust according to compaction difficulty and thermal tolerance. |
Thermal Conditioning
Conditioning is the preparatory phase where the meals are subjected to a heat and moisture treatment before entering the press. The central objective is to achieve starch gelatinization, a physicochemical process that begins at 83.7°C. This transformation is essential, as it acts as a natural binder that compacts the material and gives the granule a solid and resistant structure.
In addition to the structural benefit, proper conditioning is the main barrier for bacteriological elimination, especially of pathogens such as Salmonella, which requires strict control of temperature (approx. 88-90°C) and contact time (0.5 to 1.5 minutes) to be effectively eradicated.

The Steam Installation Ramp
For the process to be successful, the use of saturated and dry steam is required, free of liquid water entrainment that could hinder pelletization and cool the mixture. From a technical point of view, the installation must have a boiler capable of maintaining a minimum working pressure of 6 kg/cm² to ensure a constant and quality supply. Ideally, a steam ramp should be installed as close as possible to the conditioners to ensure the stability of the system. This ramp usually includes moisture separators and a reducing valve that allows the pressure to be regulated between 1.5 and 3 kg/cm² according to the specific needs of the plant. Although values may fluctuate, steam consumption is generally estimated at around 5% of production, considering that each 10°C increase usually adds 0.6% of additional moisture to the product.
Conditioning and Maturation Technologies
Depending on the needs of the formula and the investment, various technological solutions are available:
- Standard Conditioner: Cylindrical body with a variable position paddle shaft ensures homogeneous mixing of steam and liquids. It operates with short retention times of 10 to 15 seconds at temperatures from 70°C to 80°C.
- Thermo Conditioner: It allows holding times from 1 to 1.5 minutes and temperatures up to 100°C. Incorporates a frequency inverter to set the optimum speed and an external steam chamber that provides additional heat without adding excess moisture. Ideal for liquid saturated flours.
- Maturing: For processes requiring prolonged maturation of flours with liquids, working for about 20 minutes at temperatures of 60°C to 70°C before pelletizing.
- Expander: Pressure preparer that subjects the product to stresses of 20 to 30 bar for 5 seconds. It reaches temperatures of up to 130°C, guaranteeing total bacteriological elimination and facilitating the massive incorporation of liquids.
Conditioning according to Feed Type
Each formulation requires different thermal management to avoid operational failures:
- High starch feed (Poultry): They need humidity levels close to 17-18% and intense heat to achieve partial gelatinization.
- Molasses-based feed: The addition of steam should be moderate, as molasses provides 26% of water. It is recommended that molasses be preheated to 93°C so as not to exceed moisture limits.
- Heat Sensitive Feeds: Those with dry milk or sugar start to caramelize at 60°C. The addition of steam should be minimized and thin dies should be used to reduce frictional heat.
- Urea feed: They require minimal vapor addition, since heat and humidity increase the solubility of urea, causing the product to behave as a liquid and become excessively wet.
Maintenance Protocols
In order for the die and rollers to last longer, it is essential to follow step-by-step assembly and adjustment procedures.
Roller Adjustment
The approach of the rollers to the die is the most important safety operation of the machine. The fundamental principle dictates that, to bring the rollers closer, they must always be turned to the left, in the opposite direction to the rotation of the die. This configuration ensures that, in the event of accidental entry of a metallic object, the roller yields and separates from the die to prevent breakage.
If the adjustment is made in the opposite direction, the rollers would tend to open under overload, causing inevitable structural damage.
For pellet mills equipped with automatic regulation systems, the operation becomes a much more agile and safe process. These systems eliminate the need for complex individual adjustments, allowing the operator to manage roller pressure in a centralized and uniform manner. By acting on a single control or mechanism, the wear of all rollers is compensated simultaneously, ensuring that the pelletizing effort is distributed with total precision.
Die Change and Replacement
The changeover process begins with the removal of the feed elements and the removal of the rollers. In situations where the die is blocked, specific extractor screws mounted on the drive drum must be used.
The main care during this replacement includes:
- Thorough cleaning: Thoroughly clean the housing on the die plate, removing accumulated flour, the fixing holes and the centering pin.
- Preventive Lubrication: Apply anti-seize grease to the die ring and fixing screws to ensure smooth disassembly and protect the housings.
- Control of cutting elements: Check the condition of the sweeping blade and the roller-holder plate blades. Working with blades in poor condition causes overheating and premature wear of the main bearings.

Critical Detail in Die Assembling
Poor seating is the root cause of most transverse fatigue failures. The most common assembly errors include:
- Lack of Solid Support: If the fixing screw stops the thread -because it is too long or because of dirt- the die does not seat firmly and is condemned to breakage due to fatigue.
- Centering problems: In conical centering dies, it is vital to verify perpendicularity. Incorrect mounting causes «skips» and point overloads that fracture the raceway.
- Flange mounting: Make sure that the flange of the die does not touch the bottom of the flange, as this would prevent proper fastening and cause transverse breaks.
Wear and Abnormalities at Work
Die wear varies according to the nature of the processed product. While noble products show a balanced wear, highly abrasive products accelerate the deterioration of the compression zone.
Operational anomalies usually leave clear visual traces:
- Pitted surface: Direct symptom of excessive pressure between rollers and die or lack of constant product feed.
- Plugged bores: They may be due to insufficient or excessive compression in the working areas of the die.

Cooling
Once the pellet leaves the pelletizing chamber, the technical process is not yet complete. The pellet leaves with a high thermal and moisture load which, if not properly managed, would compromise the stability of the product and its shelf life. This final stage ensures that the conditioning and pressing effort is translated into a marketable and safe product, avoiding the development of fungi during storage.
The Basis of Cooling
Cooling is based on circulating air through the mass of granules. This process is carried out through sensible heat exchange, which transfers from the product to the air, combined with the evaporation of moisture present in the pellet. The effectiveness of this exchange depends on critical variables such as the temperature and moisture content of the pellet, the airflow rate and temperature, and the contact time between both.
The lower the air humidity and temperature, the greater the heat transmission and water evaporation. This drying process is essential to eliminate the excess water added in the form of steam during pelletizing, leaving the product within the optimum values for its preservation. However, excessive drying should be avoided, as it leads to a direct decrease in the final weight of the product.
Countercurrent System Efficiency
Although there are several types of coolers, the vertical countercurrent cooler has established itself as the most effective solution due to its simplicity and high performance.
Compared to horizontal or cascade technologies, this system offers definite advantages:
- Space optimization: It drastically reduces the space occupied both in height and surface area.
- Flow efficiency: It allows a reduction of the air required of up to 20%, saving energy and reducing the size of the components.
- Humidity control: Possibility to modify the residence time (10 to 20 minutes) to precisely adjust the final humidity of the product.
- Thermal uniformity: It achieves outlet temperatures very close to ambient, usually with a difference of only 5°C.

Fire safety systems are incorporated as an integral part of the cooler. These devices detect thermal anomalies and act immediately on ventilation and product flow, stopping the process to protect the integrity of the plant. This protection is increasingly necessary due to the high percentage of liquids in modern formulations.
For operations in geographic environments with hot climates or times of high humidity, conventional coolers may encounter limitations, as they cannot lower the granule temperature below ambient. In these cases, specialized systems that inject cold, dry air are used. This technology makes it possible to reach outlet temperatures lower than those of the outside air, ensuring pellet stability even in extreme conditions and improving the efficiency of residual dust separation.
Final conclusions
To conclude this guide, feed pelletizing should be understood as a precision ecosystem where mechanical engineering and heat treatment converge to maximize nutritional value. The key to operational success lies in the balance of the five parameters — working surface, diameter, compression angle, dwell time and tangential speed — always adjusted to the specific nature of each formulation. Thermal conditioning that achieves starch gelatinization at 83.7°C, coupled with a rigorous maintenance protocol for die assembly and roller regulation, not only guarantees bacteriological elimination and structural durability of the granule, but also ensures the profitability and longevity of the plant. Ultimately, an efficient cooling process, adapted to geographical conditions, stabilizes the final product for safe distribution, consolidating a world-class operation backed by decades of technical excellence.
Frequently Asked Questions (FAQ)
What is feed pelletizing?
Feed pelletizing is a mechanical and thermal process that transforms powdery raw materials into compact granules through the application of pressure, heat and moisture. The result is a homogeneous product, of higher density and digestibility, which eliminates the possibility of demixing and ensures uniform dosage of all ingredients and drugs in the formula.
What are the most important parameters in the pelletizing process?
The five determining parameters are the working surface of the die, the diameter and width of the die, the compression angle, the dwell time in the bore and the tangential speed. The balance between these five variables, always adjusted to the nature of each formula, is what determines granule quality, energy consumption and component life.
What is the purpose of thermal conditioning before granulation?
Thermal conditioning prepares the flours before entering the press by the controlled application of steam and heat. Its main objective is to achieve starch gelatinization at 83.7°C and above, which acts as a natural binder and improves pellet cohesion. It is also the most effective barrier against pathogens such as Salmonella, which requires temperatures of 88 to 90°C maintained for at least 0.5 to 1.5 minutes for elimination.
What is the difference between a standard conditioner and an expander?
The standard conditioner operates with short retention times of 10 to 15 seconds and temperatures of 70 to 80°C, being suitable for conventional formulations. The expander, on the other hand, subjects the product to pressures of 20 to 30 bar during 5 seconds, reaching up to 130°C. This guarantees total bacteriological elimination and allows the incorporation of high volumes of liquids that a conventional conditioner cannot handle.
Why are fines produced in pelletizing and how are they reduced?
Fines are a direct result of insufficient dwell time within the die holes, an inadequate working surface for the difficulty of the product or poor thermal conditioning. The most effective solution is not to force the pressure or separate the rollers, but to size the die surface correctly so that the product flows with the right resistance and the starches and proteins have time to settle before the pellet is ejected.
What tangential speed should I use depending on the type of feed?
The optimum speed varies according to the difficulty of compaction and the thermal sensitivity of the formula. For poultry feed with high cereal content, 7 to 8 m/s is recommended. For pork, rabbit and beef feed with fiber and molasses, between 6 and 7 m/s. For highly fibrous and heat-sensitive products such as alfalfa or straw, 5.5 to 6 m/s. Incorrect speed results in overheating or loss of nutritional value.
How often does the die of a pelletizer need to be changed?
There is no fixed frequency, as wear depends on the type of product processed, the abrasiveness of the ingredients and the correct adjustment of the rollers. Indicators that signal the need for replacement are the appearance of a pitted surface, repeated clogging of holes and a progressive drop in granule quality with an increase in fines. A preventive maintenance protocol with periodic review of roller adjustment and lubrication of fasteners significantly extends die life.
Why is pellet cooling important after pelletizing?
The pellet leaves the pelletizing chamber with high temperature and humidity which, without adequate cooling, favors the development of fungi during storage and compromises product stability. The vertical countercurrent cooler is the most efficient solution: it reduces air consumption by up to 20%, allows the dwell time to be adjusted between 10 and 20 minutes and achieves outlet temperatures just 5°C above ambient.


