CONVEYING
Screw conveyors
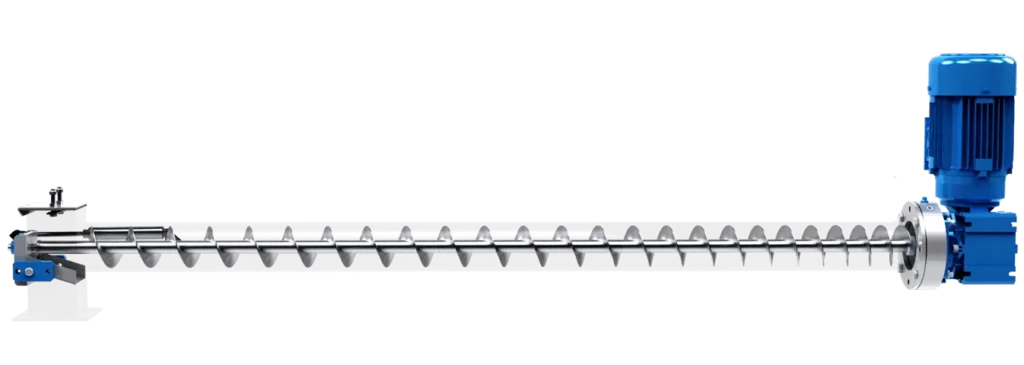
Screw conveyors are equipment for conveying product horizontally or vertically by means of a worm screw that rotates carrying the product forward. This conveying system is mainly used to transport granular materials, cereals, minerals and flours in the agricultural, industrial, mining, chemical, environmental, etc. sectors.
Features

Models
Wide range of models
Models
| Diameter | Step | Capacity (m3/hour) |
|---|---|---|
| 150 | 150 | 11 |
| 180 | 180 | 19 |
| 200 | 200 | 28 |
| 250 | 250 | 55 |
| 300 | 300 | 79 |
| 350 | 350 | 126 |
| 400 | 400 | 188 |
| 450 | 450 | 207 |
| 500 | 500 | 130 |
Frequently Asked Questions
A screw conveyor works by means of a helical screw that rotates inside a tube, moving the product along the shaft. It is ideal for moving bulk products in a continuous, efficient and controlled manner.
This type of machinery is designed for products with good flow behavior, such as:
Cereals (corn, wheat, barley, etc.)
Flours and milling by-products
Granules and powders
They are generally located in the dosing line, between the additive silos and the hopper or weighing scale. Their function is to accurately dose and transport the micro-ingredients to the mixing system.
Our screw conveyors are specially designed to meet the needs of the agro-industrial sector:
Compound feed mills
Cereal processing plants
Flour mills
Pet food factories
Biomass plants
Extrusion plants
Oilseed handling
Handling of cereals, flours and their by-products in general
Maintenance will depend on use and working conditions, but in general it is suggested:
Every 50 h: dust cleaning and greasing of bearings (if applicable).
Every 500 h: check chain, electrical connections and possible leaks.
Every 2,000 h: inspect bearings and stuffing boxes.
Every 25,000 h: check gearboxes and replace bearings if necessary.
It is recommended to adjust these intervals according to the environment and always follow the manufacturer's instructions.
Our screw conveyors comply with Directive 94/9/EC (ATEX 95a) and are certified to operate exclusively in ATEX zones classified as Zone 22, i.e. areas where a dust explosive atmosphere is only expected under abnormal conditions and for short periods.
Request more information
Leave us your data and questions and a screw conveyor technician will advise you without obligation. Let's talk!
Related machinery
Bucket elevator
Bucket elevators are machines for vertical product conveying.
Flight conveyor
The paddle conveyor is designed to ensure proper pellet handling.
Chain conveyor
The chain conveyor is ideal for covering long lengths and for the extraction of the product from underneath the hoppers.